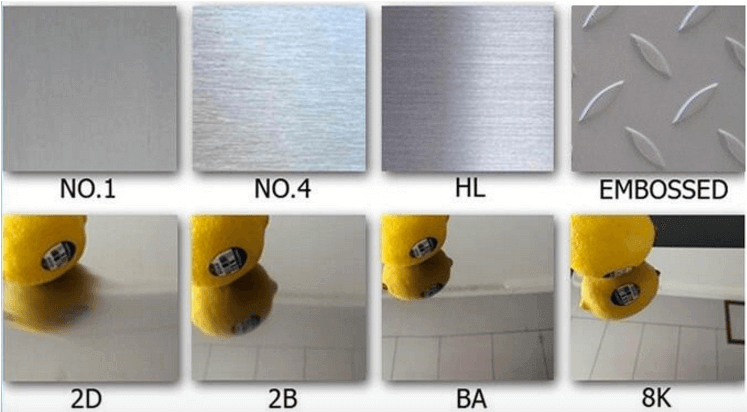
Stainless Steel Pipe Surface Finish Types
The surface of stainless steel is actually and extremely thin but stable and passive Chromium rich oxide film, on which Stainless Steel relies for its excellent corrosion resistance. The surface finish on Stainless Steel should therefore be developed and maintained to ensure this vital property, and also for the secondary reason of the pleasing aesthetic appearance of stainless steel. Standard Mill Finished - Stainless Steel Flat Rolled Products
The Standard Mill Surface Finished are laid down in Specifications BS 1449, Part 4, and the Committee of Stainless Steel Producers, American Iron & Steel Institute.
The finished are designated by a system of numbers, and these are broadly described hereunder relative to the finishing operations employed. It should be remembered that different grades of Stainless Steel can result in a variation of visual appearance for the same finishing operation. The thickness can also have an effect, generally the thinner the material the smoother the surface finish.
The thicker gauge sizes of Stainless Steel are hot rolled. This is done at high temperatures and will always result in a scaled surface. Stainless Steel Flat Product is supplied in the annealed ie fully softened condition.
This is also a high temperature operation and unless carried out in a very closely controlled inert atmosphere, will result in oxidation (scaling) of the surface.
The scale is usually removed by a pickling process, that is the removal of the scale by use of suitable acids, and the passivated by the use of Nitric Acid.
No. 0 Finish HRA
Also referred to as Hot Rolled Annealed (HRA). The plate is hot rolled to required thickness, and then annealed. No pickling or passivation operations are effected, resulting in a scaled black finish.
This does not develop the fully corrosion resistant film on the Stainless Steel, and except for certain high temperature heat resisting applications, this finish is unsuitable for general end uses.
No 1 Finish
Plate is hot rolled, annealed, pickled and passivated. This results in a dull, slightly rough surface; quite suitable for industrial applications which generally involve the range of plate thicknesses. Grinding marks may be visible in isolated areas.
Some of the thinner thicknesses within the plate range are Cold Rolled; but Sheet, Coil and Strip gauge are produced by Cold Rolling, ie rolled without and heating of the material. Cold rolling hardens the material, and the thinner sizes may have to be subjected to an intermediate annealing and pickle, or bright annealed, during the reduction of thickness to final gauge.
The starting material for Cold Rolling always has a No. 1 finish. Cold Rolled material is supplied with the following standard mill finishes.
No 2D Finish
A no. 1 Finish after being Cold Rolled, Annealed, Pickled and Passivated. This results in a uniform dull matt finish, superior to a No. 1 Finish.
Suitable for industrial application, and eminently suitable for severe deep drawing as the dull surface, (which may be polished after fabrication) retains the lubricant during the drawing operation.
No 2B Finish
A 2B Finish is given a subsequent light skin pass cold rolling operation between polished rolls.
This is the most common finish produced and called for on sheet material. It is brighter than 2D and is semi-reflective. It is commonly used for most deep drawing operations, and is more easily polished to the final finished required than is a 2D finish.
No 2 BA Finish
This is more commonly referred to as a BRIGHT ANNEALED (BA) FINISH. Material with a No. 1 finish is Cold Rolled using highly polished rolls in contact with the steel surface. This smooths and brightens the surface.
The smoothness and reflectiveness of the surface improves as the material is rolled to thinner and thinner sizes. Any annealing which needs to be done in order to effect the required reduction in gauge, and the final anneal, is effected in a very closely controlled inert atmosphere. No oxidation or scaling of the surface therefore occurs and there is no need for additional pickling and passivating.
The final surface developed can have "MIRROR" type finish similar in appearance to the highly polished No. 7 and No. 8 Finishes.
Note
Much of the 2B Finish sheet imported is not a true 2B Finish. Mills which operate bright annealing facilities will often carry out all the annealing operations of Cold Rolled material in such facilities. This leads to a superior "2B" finish as no oxidation or scaling takes place during the annealing operation, even though the actual rolling may be effected on polished rolls as for normal 2B Finish, but not highly polished as would be needed to produce a BA finish.
The following finishes are all mechanically produced polished finishes. As well as being standard mill finishes, they are also applied to stainless steel articles and components to meet the required aesthetic criteria. It should be appreciated that factors such as hand polishing vs. mechanical polishing; polishing a flat product as against a component of complex shape; thickness and composition of material can affect the visual appearance of the final surface.
No. 3 Finish
This is a ground unidirectional uniform finish obtained with 80 - 100 grit abrasive.
It is a good intermediate or starting surface finish for use in such instances where the surface will require further polishing operations to a finer finish after subsequent fabrication or forming.
No. 4 Finish
This is a ground unidirectional finish obtained with 150 grit abrasive. It is not highly reflective, but is a good general purpose finish on components which will suffer from fairly rough handling in service (eg restaurant equipment).
No. 6 Finish
These finishes are produced using rotating cloth mops (Tampico fibre, muslin or linen) which are loaded with abrasive paste.
The finish depends on how fine and abrasive is used, the uniformity and finish of the original surface.
The finish has a non-directional texture of varying reflectiveness. "Satin Blend" is an example of such a finish.
No. 7 Finish
This is a buffed finish having a high degree of reflectiveness.
It is produced by progressively using finer and finer abrasives and finishing with Buffing compounds. Some fine scratches (grit lines) may remain from the original starting surface.
No. 8 Finish
This is produced in an equivalent manner to a No. 7 Finish, the final operations being done with extremely fine buffing compounds.
The final surface is blemish free with a high degree of image clarity, and is the true mirror finish.
Note
The finer polished finishes (No. 4, No. 6, No. 7 and No. 8) are generally only produced one side of the sheet, the reverse side being either a 2B or No. 3 Finish.
Related References:
1. ISO 1302 DIN 4768 Comparison of Surface Roughness Values
2. Electrical Discharge Machining EDM Roughness Comparator
3. Polishing Polished Seamless Stainless Steel Pipe Tube
4. Stainless Steel Tubes Surface Roughness Review
5. Stainless Steel Bright Annealing/Annealed Tubes
6. China USA Surface Roughness Standard Comparison
7. Surface Roughness Conversion Chart of Stainless Steel Tube
8. Stainless Steel Tube Surface Finish Types
9. Cleaning of Stainless Steel Tubes
10. Post weld cleaning and finishing of stainless steels
11. Care and maintenance of stainless steel
12. British and American standards for tolerances, surface finish and testing of stainless steel
13. Surface Finish Degree Comparison Table between Rz Ra RMS
|
