|
|||
| Directory | | | Useful Tool | | | Sitemap | | | Contact US | | | Home |
|
|||||||||||||||||
|
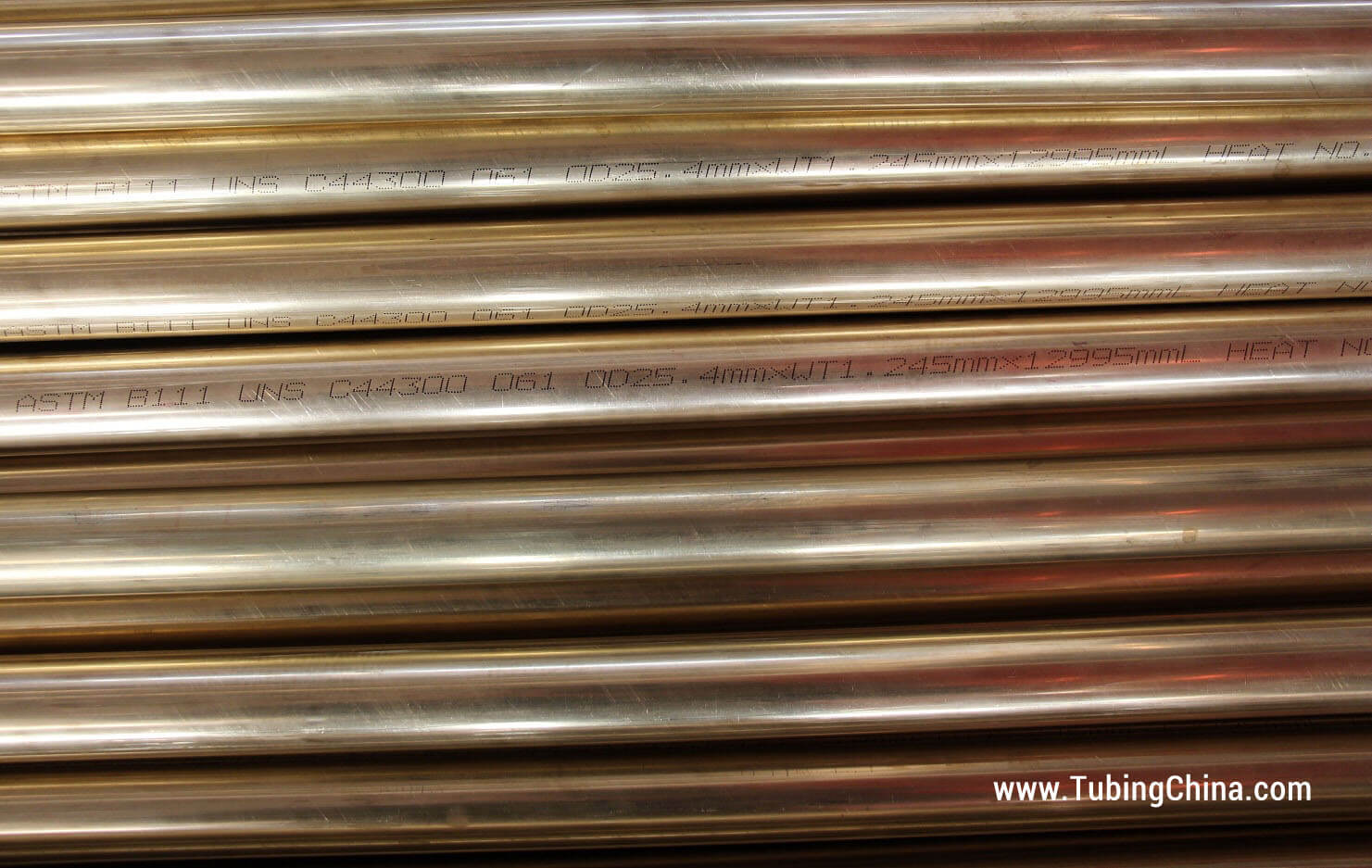
ASTM B111 ASME SB 111 C44300 Brass Seamless Tubes Standard Specification: Require Quotation? Send E-mail to : copper@tubingchina.com
C44300 Tube Standard Specification: GB/T8890 Seamless Copper Alloy Heat Exchanger Tubes JIS H3300 Copper and Copper Alloy-Seamless Pipes and Tubes EEMUA 144 Specifications covering 90-10 Cu-Ni Piping for Offshore Applications are : Tubes Seamless and Welded Publication EEMUA 234 UNS 7060X - 90/10 Copper nickel alloy piping for offshore applications (Incorporating EEMUA 144, 145 and 146) DIN1785 Wrought Copper and Copper Alloy Tubes for Condensers and Heat Exchangers EN 12451 CuNi10Fe1Mn CuZn20Al2As CuZn28Sn1As CuNi30Mn1Fe Copper and Copper Alloys Seamless Round Tubes for Heat Exchangers DIN 86019 Seamless Tubes Made of CuNi10Fe1.6Mn for Pipes - Dimensions for Standard Tubes and Precision Tubes BS 2871 CN102 CN107 CN108 CZ110 CZ111 CZ126 CZ108 C101 C102 C106 Copper and Copper Alloy Tubes ASTM B395 C28000 C44300 C68700 C70600 C71500 U Bend Copper Alloy Heat Exchanger and Condenser Tubes Brass Seamless Tubes Chart
ASTM B111 ASME SB 111 Brass Heat exchanger Tube
 Copper | Brass | Copper Alloy Chemical Compositio | Brass Alloy Chemical Compostion | Gilding Metal Copper Alloy | Brass and Arsenical Brass Alloy | Copper Wire Size | BS 2871 Copper Pressure | Copper Alloy Corrosion | Effects of Corrosion | Mechanical Properties | Seawater Corrosion Resistance | C21000 | C23000 | C26000 | C27400 | C28000 | C33000 | C35600 | C36000 | C37700 | C38000 | C44300 Tube | C46400 | C48500 | C68700 Tube | C77000 | C38010 | C38500 | C11000 | C12200 | C10200 | C14500 | C10100 | C15000 | C17200 | C17510 | C18000 | C18150 | C18200
Copper Brass Density Specific Gravity Chart Brass Alloys Copper Nickel Alloy Integral Low Finned Tubes
ASTM B111 is issued under the fixed designation B111/B111M; the number immediately following the designation indicates the year of original adoption or, in the case of revision, the year of last revision. A number in parentheses indicates the year of last reapproval. C70600 . . . 90-10 Copper-Nickel This specification establishes the requirements for C70620 ... 90-10 Copper-Nickel— Welding Grade seamless tube and ferrule stock of copper and various copper alloys up to 31⁄8 in. [80 mm] inclusive, in diameter, for use in C71000 . . . 80-20 Copper-Nickel C71500 . . . 70-30 Copper-Nickel surface condensers, evaporators, and heat exchangers. The following coppers and copper alloys are specified:3 (Warn- ing—Mercury is a definite health hazard in use and disposal. C71520 C71640 Welding Grade Copper-nickel-iron- manganese (See 12.1.))
Copper or Copper Alloy UNS No. Previously Used Designation Description C72200 . . . . . . A Designations listed in Classification B224. Units—The values stated in either SI units or inch- pound units are to be regarded separately as standard. The values stated in each system may not be exact equivalents; therefore, each system shall be used independently of the other. Combining values from the two systems may result in non- conformance with the standard. The following safety hazards caveat pertains only to the test methods portion, Section 19, of this specification: This standard does not purport to address all of the safety concerns, if any, associated with its use. It is the responsibility of the user of this standard to establish appropriate safety and health practices and determine the applicability of regulatory limita- tions prior to use. Referenced Documents
Definitions of Terms Specific to This Standard: capable of—the test need not be performed by the producer of the material. However, should subsequent testing by the purchaser establish that the material does not meet these requirements, the material shall be subject to rejection. Ordering InformationInclude the following information when placing orders for product under this specification: ASTM Designation and year of approval (for example, ASTM B111/B111M – 04), Copper or Copper Alloy UNS Designation (see Table 1), Form (tube or ferrule stock), Temper (see Temper section), Dimensions, outside diameter, and wall thickness, The following options are available and should be specified at the time of placing of the order when required: Tension Test required per ASME Boiler and Pressure Vessel Code, Mechanical Properties section. Pressure test as an alternative to eddy current test (Nondestructive Testing Section). If the cut ends of the tubes do not need to be deburred (Workmanship, Finish, and Appearance section). If the product is to be subsequently welded (Table 1, Footnotes G and H). Residual Stress Test—Ammonia Vapor Test or Mer- curous Nitrate Test (Performance Requirements Section). For Ammonia Vapor Test, risk level (pH value) if other than 10. Heat identification or traceability details (Number of tests and Retests section). Certification (Certification Section). Mill Test Report (Mill Test Report Section). If a subsequent thermal treatment after straightening is required (Temper section). Materials and ManufactureMaterials—The material shall be of such quality and purity that the finished product shall have the properties and characteristics prescribed in this specification. Manufacture—The product shall be produced by pro- cesses such as casting, extrusion, drawing, annealing, straightening, trimming, and other processes which may pro- duce a seamless tube in the specified condition. Chemical CompositionThe product shall conform to the chemical requirements specified in Table 1. These composition limits do not preclude the presence of other elements. Limits for unnamed elements may be established by agreement between manufacturer or supplier and purchaser. Copper Alloy UNS No. C19200—Copper may be taken as the difference between the sum of all the elements analyzed and 100 %. When all the elements in Table 1 are analyzed, their sum shall be 99.8 % minimum. For copper alloys in which copper is specified as the remainder, copper may be taken as the difference between the sum of all the elements analyzed and 100 %. When all the elements in Table 1 are analyzed, their sum shall be as shown in the following table: whether minimum or nominal (Dimensions and Permissible Variations Section), Quantity—total weight or total length or number of Copper Alloy UNS No. Copper Plus Named Elements, % min pieces of each size, and If product is purchased for agencies of the U.S. Government (see the Supplementary Requirements Section). C60800 99.5 C61300 99.8 C61400 99.5 C70400 99.5 C70600 & C70620 99.5 C71000 99.5 C71500 & C71520 99.5 C71640 99.5 C72200 99.8 Copper or Copper Nickel, TABLE 1 Chemical Requirements Composition, % Other Alloy UNS No. CopperA Tin Aluminum incl Cobalt Lead, max Iron Zinc Manganese Arsenic Antimony Phosphorus Chromium Named Elements A Copper (including silver). max Ti.03 maxH B This value is exclusive of silver and shall be determined by difference of “impurity total” from 100 %. “Impurity total” is defined as the sum of sulfur, silver, lead, tin, bismuth, arsenic, antimony, iron, nickel, mercury, zinc, phosphorus, selenium, tellurium, manganese, cadmium, and oxygen present in the sample. C Impurity maximums in ppm for C10100 shall be: antimony 4, arsenic 5, bismuth 1, cadmium 1, iron 10, lead 5, manganese 0.5, mercury 1, nickel 10, oxygen 5, phosphorus 3, selenium 3, silver 25, sulfur 15, tellurium 2, tin 2, and zinc 1. D Oxygen in C10200 shall be 10 ppm max. E Copper plus sum of named elements shall be 99.95 % min. F Silicon shall be 0.10 % max. G When the product is for subsequent welding applications and is so specified by the purchaser, chromium shall be 0.05 % max, cadmium 0.05 % max, zinc 0.05 % max, and zirconium 0.05 % max. H When the product is for subsequent welding applications, and so specified by the purchaser, zinc shall be 0.50 % max, lead 0.02 % max, phosphorus 0.02 % max, sulfur 0.02 % max, and carbon 0.05 % max. TABLE 2 Tensile Requirements—Inch-Pound Values NOTE 1—See Table 3 for tensile requirements—SI values.
6.2.3 For copper alloys in which zinc is specified as the remainder, either copper or zinc may be taken as the difference between the sum of all the elements analyzed and 100 %. 6.2.3.1 When all the elements in Table 1 are analyzed, their sum shall be as shown in the following table: Tubes of Copper Alloy UNS Nos. C10100, C10200, C10300, C10800, C12000, C12200, and C14200 shall be supplied in any one of the following tempers, one of which shall be specified: (1) light-drawn (H55), (2) hard-drawn (H80), or (3) hard drawn and end annealed (HE80). Copper Alloy UNS No. Copper Plus Named Elements, % min Tubes of Copper Alloy UNS No. C19200 shall be supplied in any one of the following tempers, one of which TemperC23000 99.8 C28000 99.7 C44300 99.6 C44400 99.6 C44500 99.6 C68700 99.5 shall be specified: (1) annealed (O61), (2) light-drawn (H55), (3) hard-drawn (H80), or (4) hard-drawn, and end-annealed (HE80). Tubes of Copper Alloy UNS Nos. C70400, C70600, C70620, and C72200 may be supplied in either light-drawn (H55) or annealed (O61) temper. Tubes of Copper Alloy UNS Nos. C23000, C28000, C44300, C44400, C44500, C60800, C61300, C61400, C68700, and C71000 shall be furnished in the annealed (O61) temper unless otherwise specified on the purchase order. Tubes of Copper Alloy UNS Nos. C71500, C71520, and C71640 shall be supplied in one of the following tempers as specified: (1) annealed (O61) or (2) drawn, and stress-relieved (HR50). Tubes for ferrule stock shall be annealed sufficiently to be fully recrystallized. Optional Post-Straightening Thermal Treatment—Some tubes, when subjected to aggressive environments, may have the potential for stress-corrosion cracking failure due to the residual stresses induced during straightening processing. For such applications, it is suggested that tubes of Copper Alloy UNS Nos. C23000, C28000, C44300, C44400, C44500, TABLE 3 Tensile Requirements—SI Values NOTE 1—See Table 2 for tensile requirements—inch-pound values.
C60800, C61300, C61400, and C68700 be subjected to a stress-relieving thermal treatment subsequent to straightening. If required, this must be specified on the purchase order or contract. Tolerances for roundness and length, and the condi- tion of straightness, for tube so ordered, shall be to the requirements agreed upon between the manufacturer and the purchaser. Mechanical PropertiesMaterial specified to meet the requirements of the ASME Boiler and Pressure Vessel Code shall have tensile properties as prescribed in Table 2 or Table 3. Grain Size for Annealed TempersGrain size shall be a standard requirement for all product in the annealed (O61) temper. Samples of annealed-temper tubes selected for test shall be subjected to microscopical examination per Test Methods E112 at a magnification of 75 diameters and shall show uniform and complete recrystallization. Products other than of Copper Alloy UNS Nos. C19200 and C28000 shall have an average grain size within the limits of 0.010 to 0.045 mm. These requirements do not apply to tubes of light-drawn (H55), hard-drawn (H80), hard-drawn and end-annealed (HE80), or drawn and stress-relieved tem- pers (HR50). Expansion TestTube specimens selected for test shall withstand the expansion shown in Table 4 when expanded in accordance with Test Method B153. The expanded tube shall show no cracking or rupture visible to the unaided eye. Hard-drawn tubes not end annealed are not subject to this test. When tubes are specified end annealed, this test is required and shall be performed on the annealed ends of the sampled tubes. Tubes for ferrule stock are not subject to the expansion test. Flattening TestTest Method—Each test specimen shall be flattened in a press at three (3) places along the length, each new place to be rotated on its axis approximately one third turn from the last flattened area. Each flattened area shall be at least 2 in. in length. A flattened test-specimen shall allow a micrometer caliper set at three (3) times the wall thickness to pass freely over the flattened area. The flattened areas of the test specimen shall be inspected for surface defects. During inspection, the flattened areas of the test- specimen shall be free of defects, but blemishes of a nature that do not interfere with the intended application are acceptable. Tubes for ferrule stock are not subject to flattening test. Residual Stress TestA residual stress test, when specified in the purchase order, is required only for Copper Alloy UNS Nos. C23000, C28000, C44300, C44400, C44500, C60800, C61300, C61400, and C68700 and when not supplied in an annealed temper.
Unless otherwise specified, the producer shall have the option of testing the product to either the mercurous nitrate test, Test Method B154, or the ammonia vapor test, Test Method B858, as prescribed below.
Nondestructive TestingEach tube shall be subjected to the eddy-current test in 13.1.1. Tubes may be tested in the final drawn, annealed, or heat-treated temper or in the drawn temper before the final anneal or heat treatment unless otherwise agreed upon by the supplier and the purchaser. The purchaser may specify either of the tests in 13.1.2 or 13.1.3 as an alternative to the eddy-current test. Eddy-Current Test—Each tube shall be passed through an eddy-current testing unit adjusted to provide information on the suitability of the tube for the intended application. Testing shall follow the procedures of Practice E243. The depth of the round-bottom transverse notches and the diameters of the drilled holes in the calibrating tube used to adjust the sensitivity of the test unit are shown in Tables 5 and 6, and Tables 7 and 8, respectively. Tubes that do not actuate the signaling device of the eddy-current tester shall be considered to conform to the requirements of this test. Tubes causing irrelevant signals because of moisture, soil, and like effects may be reconditioned and retested. Such tubes, when retested to the original test parameters, shall be considered to conform if they do not cause output signals beyond the acceptable limits. Tubes causing irrelevant signals because of visible and identifiable handling marks may be retested by the hydrostatic test prescribed in 13.1.2, or the pneumatic test prescribed in 13.1.3. Tubes meeting requirements of either test shall be considered to conform if the tube dimensions are within the prescribed limits, unless otherwise agreed upon between the manufacturer and the purchaser. Hydrostatic Test—Each tube shall stand, without showing evidence of leakage, an internal hydrostatic pressure sufficient to subject the material to a fiber stress of 7000 psi [48 MPa] as determined by the following equation for thin hollow cylinders under tension. The tube need not be tested at a hydrostatic pressure of over 1000 psi [7.0 MPa] unless so specified. P 5 2St/~D 2 0.8t! where: P = hydrostatic pressure, psig [MPa]; t = thickness of tube wall, in. [mm]; D = outside diameter of the tube, in. [mm]; and S = allowable stress of the material, psi [MPa]. Pneumatic Test—Each tube shall be subjected to an internal air pressure of 60 psig [400 kPa], min, for 5 s without |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||