
Características, parâmetros técnicos e métodos de forjamento de flanges planos de aço inoxidável para soldagem
No estágio inicial da deformação por forjamento de flanges planos soldados de aço inoxidável, como a pré-forma porosa é fácil de deformar, a força de deformação é pequena e a densidade aumenta rapidamente. No estágio posterior da formação do forjamento, devido ao fechamento da maioria dos poros, a resistência à deformação aumenta, e a força de deformação necessária para eliminar os poros residuais aumenta rapidamente. A resistência à deformação está intimamente relacionada à temperatura de deformação. Uma temperatura de deformação mais alta favorece a compactação e reduz a resistência à deformação. A maior taxa de deformação também favorece a compactação dos flanges planos soldados de aço inoxidável.
O processo de forjamento de flanges planos soldados de aço inoxidável tem requisitos de equipamento mais rigorosos do que o forjamento de matriz tradicional, e as características de deslocamento do punção devem corresponder à deformação e às características compactas da pré-forma. O tempo de contato entre a peça bruta e o molde deve ser o mais curto possível. A prensa de forjamento deve ter boa rigidez, e a viga móvel e o pistão devem ter boa precisão de orientação para garantir a precisão do forjamento. Portanto, o forjamento de flanges planos soldados de aço inoxidável geralmente escolhe prensas mecânicas, como prensas de virabrequim, ou prensas de fricção com maior precisão.
Características do flange de solda plana de aço inoxidável
Os flanges planos soldados de aço inoxidável não só economizam espaço e peso, mas, o que é mais importante, garantem que as juntas não vazem e tenham bom desempenho de vedação. O motivo pelo qual o tamanho do flange compacto de aço inoxidável é reduzido se deve à redução do diâmetro da vedação, o que reduzirá a seção transversal da superfície de vedação. Em segundo lugar, a junta do flange foi substituída por um anel de vedação para garantir que a superfície de vedação corresponda à superfície de vedação. À medida que a pressão necessária diminui, o tamanho e o número de parafusos podem ser reduzidos de acordo, de modo que o projeto final é pequeno e leve (70% a 80% mais leve do que o peso dos flanges tradicionais). Portanto, o tipo de flange de solda plana de aço inoxidável é um produto de flange de qualidade relativamente alta, que reduz a qualidade e o espaço e desempenha um papel importante no uso industrial.
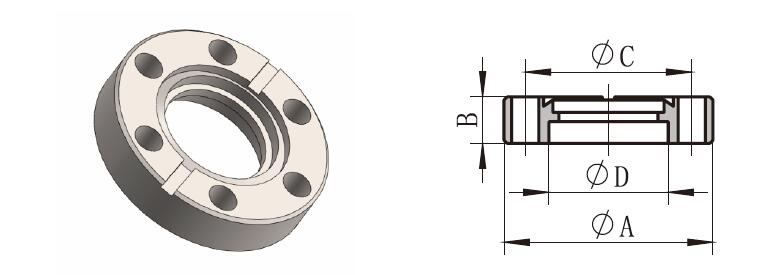
Parâmetros técnicos do flange de solda plana de aço inoxidável
- Diâmetro externo do flange de aço inoxidável: 75mm-2190mm
- O diâmetro do círculo central do orifício do parafuso: 50 mm a 2130 mm
- Diâmetro do furo do parafuso: 11 mm a 30 mm
- Número de furos para parafusos: 4-48
- Tópico: M10-M27
- Espessura do flange: 12 mm a 58 mm
- Diâmetro externo do tubo: A(17,2-2032MM) B(14-2020MM)
- Diâmetro interno do flange: A (18-2036MM) B (15-2024MM)
- Peso teórico do flange: 0,36 kg-234,6 kg (DN1800)
- Materiais: A105, 20#, Q235, 16Mn, 304, 304L, 316, 316L, 321
- Padrões de produção: HG/T20592-2009, GB/T9119-2000, SH3406-1996, JB/T81-1994, DIN 2573, DIN 2576, EN1092-1
Nome do produto: flange de solda de placa plana
Pressão de trabalho: PN0.25MPa, PN0.6MPa, PN1.0MPa, PN1.6MPa, PN2.5MPa
Categoria do produto: Flange de placa totalmente plana (FF), flange de placa elevada (RF)
Materiais de fabricação: 304 316 304L 316L 321 2025Q23516MN e assim por diante.
Forma de conexão: solda de um lado, conexão de porca de dois lados.
Características do produto: bela aparência, superfície lisa, resistência a ácidos e álcalis, resistência à corrosão e forte desempenho de textura.

3. o método de forjamento do flange de solda plana de aço inoxidável
O forjamento de solda plana de aço inoxidável flanges pode ser dividida em forjamento livre, revolvimento, extrusão, forjamento de matriz, forjamento de matriz fechada e revolvimento fechado. O forjamento de matriz fechada e o torneamento fechado têm alta utilização de material porque não há flash. É possível concluir o acabamento de peças forjadas complexas com um ou vários processos. Como não há flash, a área de suporte de força do forjamento é reduzida, e a carga necessária também é reduzida. No entanto, deve-se observar que os espaços em branco não podem ser totalmente restringidos. Por esse motivo, o volume dos espaços em branco deve ser estritamente controlado, a posição relativa das matrizes de forjamento e a medida dos forjados devem ser controladas, e esforços devem ser feitos para reduzir o desgaste das matrizes de forjamento.
De acordo com o modo de movimento da matriz de forjamento, o forjamento pode ser dividido em laminação oscilante, forjamento giratório oscilante, forjamento em rolo, laminação em cunha cruzada, laminação em anel e laminação cruzada. A laminação de pêndulo, o forjamento rotativo de pêndulo e a laminação de anel também podem ser processados por forjamento de precisão. Para melhorar a taxa de utilização dos materiais, o forjamento em rolo e a laminação cruzada podem ser usados como processamento de pré-processo de materiais finos. O forjamento rotativo, assim como o forjamento livre, também é parcialmente formado. Sua vantagem é que ele pode ser formado mesmo quando a força de forjamento é menor em comparação com o tamanho do forjamento. Nesse método de forjamento, incluindo o forjamento livre, o material se expande das proximidades da superfície da matriz para a superfície livre durante o processamento. Portanto, é difícil garantir a precisão. Portanto, a direção do movimento da matriz de forjamento e o processo de estampagem podem ser controlados por um computador. A força de forjamento da empresa pode obter produtos com formas complexas e alta precisão. Por exemplo, a produção de peças forjadas, como lâminas de turbina a vapor, com uma ampla gama de variedades e tamanhos grandes.
Quando a temperatura ultrapassa 300-400°C (zona frágil azul do aço) e atinge 700-800°C, a resistência à deformação diminui drasticamente e a energia de deformação aumenta muito. De acordo com o forjamento realizado em diferentes regiões de temperatura, segundo os diferentes requisitos de qualidade e processo de forjamento, ele pode ser dividido em três regiões de temperatura de formação: forjamento a frio, forjamento a quente e forjamento a quente. Originalmente, não há limite estrito para a divisão dessa zona de temperatura. De modo geral, o forjamento em uma zona de temperatura com recristalização é chamado de forjamento a quente, e o forjamento sem aquecimento em temperatura ambiente é chamado de forjamento a frio.
Ao forjar em baixa temperatura, o tamanho do forjamento muda pouco. No forjamento abaixo de 700°C, há pouca formação de incrustações de óxido e não há descarbonetação na superfície do flange de aço inoxidável. Portanto, desde que a energia de deformação esteja dentro da faixa de energia de formação, o forjamento a frio é fácil de obter boa precisão dimensional e acabamento de superfície. Desde que a temperatura e o resfriamento da lubrificação sejam bem controlados, o forjamento a quente abaixo de 700°C também pode obter boa precisão. Durante o forjamento a quente, grandes peças forjadas com formas complexas podem ser forjadas devido à pequena energia de deformação e à resistência à deformação. Para obter peças forjadas com alta precisão dimensional, o forjamento a quente pode ser usado na faixa de temperatura de 900 a 1000°C. Além disso, preste atenção para melhorar o ambiente de trabalho do forjamento a quente. A vida útil da matriz de forjamento (forjamento a quente de 2 a 5 mil, forjamento a quente de 10.000 a 20.000, forjamento a frio de 20.000 a 50.000) é mais curta do que a do forjamento em outras faixas de temperatura, mas tem um grande grau de liberdade e baixo custo.
A peça bruta sofre deformação e endurecimento por trabalho durante o forjamento a frio, o que faz com que a matriz de forjamento suporte altas cargas. Portanto, é necessário usar uma matriz de forjamento de alta resistência e um método de tratamento de filme lubrificante duro para evitar desgaste e adesão. Além disso, para evitar rachaduras na peça bruta, o recozimento intermediário é realizado quando necessário para garantir a deformabilidade exigida. Para manter um bom estado de lubrificação, a peça bruta pode ser fosfatizada. No processamento contínuo de barras e fios-máquina, a seção não pode ser lubrificada no momento, e a possibilidade de usar métodos de lubrificação por fosfatização está sendo estudada.
Referências relacionadas:
Conexão de tubo de aço inoxidável
Método de conexão de encaixe de tubo de aço inoxidável
Padrões e especificações de tubos e conexões de aço ISO
Padrão e especificação de tubos e conexões de aço DIN
Padrão e especificação de tubos e conexões da BS Pipe Tube and Fitting
Padrão JIS de encaixe de tubo
Especificação padrão ASTM para tubos estruturais Tubos mecânicos
Conexões de tubulação de aço inoxidável austenítico forjado ASTM A403
Conexões de flange de pressão para teste hidrostático
Especificação de material ASTM Válvula de forjamento fundido de flange de encaixe
Especificação padrão de válvula ASTM
DIN 1686 - Padrão para Tolerância Geral de Fundição em Desbaste
Tabela de comparação de materiais DIN 1691 1693 e DIN EN 1561
Tabela de tolerância ISO
Tolerâncias ISO para fixadores
Tolerâncias de acordo com a ISO 9445 para tiras largas e estreitas laminadas a frio
Tolerâncias de acordo com a ISO 9444 Fita laminada a quente continuamente
Padrões e especificações de tubos e conexões de aço ISO
Tolerâncias para a chapa quarto de aço inoxidável laminado a quente ISO 18286