
Aço inoxidável austenítico
Austenítico | Martensítico | Ferrítico | Duplex | Super Duplex | Superaustenítico | Superferrítico | Endurecimento por precipitação
O aço inoxidável austenítico é dominante no mercado. O grupo inclui o muito comum AISI 304 e AISI 316 mas também o aço de liga mais alta AISI 310S e ASTM N08904 / 904L
O aço austenítico é caracterizado por seu alto teor de formadores de austenita, especialmente níquel. Eles também são ligados com cromo, molibdênio e, às vezes, com cobre, titânionióbio e nitrogênio. A liga com nitrogênio aumenta a resistência ao escoamento dos aços.
O aço inoxidável austenítico tem uma ampla gama de aplicações, por exemplo, na indústria química e na indústria de processamento de alimentos. O aço isento de molibdênio também tem ótimas alta temperatura e, portanto, são usados em fornos e trocadores de calor. Sua boa resistência ao impacto em baixas temperaturas é frequentemente explorada em aparelhos como vasos para líquidos criogênicos.
Austenítico aço inoxidável não pode ser endurecido por tratamento térmico. Eles são normalmente fornecidos no formato extinção–recozimento o que significa que eles são macios e altamente moldáveis.
O trabalho a frio aumenta sua dureza e resistência. Alguns tipos de aço são, portanto, fornecidos na condição de estiramento a frio ou laminação dura. Austenítico O aço inoxidável tem alta ductilidade, baixa resistência ao escoamento e um valor final relativamente alto resistência à traçãoquando comparado a um aço carbono comum.
Um aço-carbono, ao esfriar, transforma-se em Austenita para uma mistura de ferrita e cementita. Com os tubos de aço inoxidável austenítico, o alto teor de cromo e níquel suprime essa transformação, mantendo o material totalmente austenítico no resfriamento (o níquel mantém a fase austenítica no resfriamento e o cromo retarda a transformação, de modo que uma estrutura totalmente austenítica pode ser obtida com apenas 8% de níquel).
Tratamento térmico e o ciclo térmico causado pela soldagem têm pouca influência sobre as propriedades mecânicas. Entretanto, a resistência e a dureza podem ser aumentadas por trabalho a frioo que também reduzirá a ductilidade. Um recozimento de solução completa (aquecimento a cerca de 1045°C seguido de têmpera ou resfriamento rápido) restaurará o material à sua condição original, removendo a segregação da liga, a sensibilização, a fase sigma e restaurando ductilidade após o trabalho a frio. Infelizmente, o resfriamento rápido reintroduzirá tensões residuais, que podem ser tão altas quanto o ponto de escoamento. Também pode ocorrer distorção se o objeto não for apoiado adequadamente durante o processo de recozimento.
Os aços austeníticos não são suscetíveis a rachaduras por hidrogênio, portanto, o pré-aquecimento raramente é necessário, exceto para reduzir o risco de tensões de contração em seções espessas. Pós-soldagem tratamento térmico raramente é necessário, pois esse material tem alta resistência à fratura frágil; ocasionalmente, o alívio de tensão é realizado para reduzir o risco de rachaduras por corrosão sob tensãoNo entanto, é provável que isso cause sensibilização, a menos que seja usado um grau estabilizado (um alívio limitado da tensão pode ser obtido com um grau baixo de temperatura de cerca de 450°C). Tabela de comparação de aço inoxidável austenítico / aço inoxidável superaustenítico

| China GB | Código digital unificado ISO | Grau ASTM / ASME | Código UNS | Código EN | Empresa Grau comercial |
| 06Cr19Ni10 | S30408 | 304 | S30400 | 1.4301 | – |
| 07Cr19Ni10 | S30409 | 304H | S30409 | 1.4948 | – |
| 022Cr19Ni10 | S30403 | 304L | S30403 | 1.4307 | – |
| 022Cr19Ni10N | S30453 | 304LN | S30453 | 1.4311 | – |
| – | – | Super304 | S30432 | – | Super304H (NSSMC) |
| 06Cr18Ni11Ti | S32168 | 321 | S32100 | 1.4541 | – |
| 07Cr18Ni11Ti | S32169 | 321H | S32109 | 1.494 | – |
| 06Cr17Ni12Mo2 | S31608 | 316 | S31600 | 1.4401 | – |
| 022Cr17Ni12Mo2 | S31603 | 316L | S31603 | 1.4404 | – |
| 022Cr17Ni12Mo2N | S31653 | 316LN | S31653 | 1.4406 | – |
| 06Cr17Ni12Mo3Ti | S31668 | 316Ti | S31635 | 1.4571 | – |
| 00Cr17Ni14Mo2 | 316LMoD/316LUG | S31603 | 1.4435 | – | |
| 022Cr19Ni13Mo3 | S31703 | 317L | S31703 | 1.4438 | – |
| 022Cr19Ni16Mo5N | S31723 | 317LMN | S31725 | 1.4439 | – |
| 06Cr25Ni20 | S31008 | 310S | S31008 | 1.4845 | – |
| 00Cr19Ni11 | – | 304L | S30403 | 1.4307 | 3RE12 (Sandvik) |
| – | – | 310L | S31002 | 1.4335 | 2RE10 (Sandvik) |
| 20Cr25Ni20 | S31020 | 310H | S31009 | 1.4821 | |
| 16Cr25Ni20Si2 | S38340 | 314 | – | 1.4841 | |
| 022Cr25Ni22Mo2N | S31053 | 310MoLN | S31050 | 1.4466 | 2RE69 (Sandvik) |
| – | – | 310HCbN | S31042 | – | HR3C(NSSMC) |
| 07Cr18Ni11Nb | S34749 | 347H | S34709 | 1.4942 | – |
| – | – | 347HFG | S34710 | – | – |
| 015Cr21Ni26M5Cu2 | S31782 | 904L | N08904 | 1.4539 | 2RK65 (Sandvik) |
| 015Cr20Ni18Mo6CuN | S31252 | S31254 | S31254 | 1.4547 | 254SMO (Sandvik) |
| 00Cr20Ni24Mo6N | – | N08367 | N08367 | – | AL6XN, AL6XN plus (ATI) |
| 00Cr21Ni25Mo6CuN | – | N08926 | N08926 | 1.4529 | – |
| 015Cr24Ni22Mo8Mn3CuN | S32652 | S32654 | S32654 | 1.4652 | 654SMO (Outokumpu) |
| 00Cr22Ni27Mo7CuN | – | S31277 | S31277 | – | – |
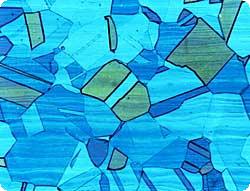 |
| A imagem mostra a microestrutura de um aço inoxidável austenítico. |
Teste metalográfico - Teste de metalografia
Relatório de teste metalográfico
Os aços austeníticos têm uma estrutura atômica F.C.C. que fornece mais planos para o fluxo de deslocamentos, combinada com o baixo nível de elementos intersticiais (elementos que bloqueiam a cadeia de deslocamentos), o que dá a esse material sua boa ductilidade. Isso também explica por que esse material não tem um ponto de escoamento claramente definido, razão pela qual sua tensão de escoamento é sempre expressa como uma tensão de prova. Os aços austeníticos têm excelente tenacidade até o absoluto verdadeiro (-273°C), sem transição acentuada de dúctil para frágil.
Esse material tem boa resistência à corrosão, mas pode ocorrer corrosão bastante severa em determinados ambientes. A escolha correta do consumível de soldagem e da técnica de soldagem pode ser crucial, pois o metal de solda pode se corroer mais do que o material de base.
Provavelmente, a maior causa de falha em instalações de pressão feitas de aço inoxidável é a rachadura por corrosão sob tensão (S.C.C.). Esse tipo de corrosão forma rachaduras profundas no material e é causado pela presença de cloretos no fluido do processo ou na água/vapor de aquecimento (é essencial um bom tratamento da água), a uma temperatura acima de 50°C, quando o material é submetido a uma tensão de tração (essa tensão inclui a tensão residual, que pode chegar ao ponto de escoamento em magnitude). Aumentos significativos de níquel e também de molibdênio reduzirão o risco.
O aço inoxidável tem uma película de óxido muito fina e estável, rica em cromo. Se for danificada, essa película se reforma rapidamente por reação com a atmosfera. Se o tubo de aço inoxidável não for adequadamente protegido da atmosfera durante a soldagem ou se for submetido a operações de esmerilhamento muito pesadas, haverá a formação de uma camada de óxido muito espessa. Essa camada espessa de óxido, que se distingue por sua coloração azul, terá uma camada de cromo empobrecida sob ela, o que prejudicará a resistência à corrosão. Tanto a película de óxido quanto a camada empobrecida devem ser removidas mecanicamente (recomenda-se lixar com um grão fino; escovação com arame e jateamento terão menos efeito) ou quimicamente (decapagem ácida com uma mistura de ácido nítrico e fluorídrico). Depois de limpa, a superfície pode ser passivada quimicamente para aumentar a resistência à corrosão (a passivação reduz a reação anódica envolvida no processo de corrosão).
As ferramentas de aço-carbono, bem como os suportes ou até mesmo as faíscas da retificação do aço-carbono, podem inserir fragmentos na superfície do tubo de aço inoxidável. Esses fragmentos podem enferrujar se forem umedecidos. Portanto, recomenda-se que a fabricação de aço inoxidável seja realizada em uma área separada e designada e que ferramentas especiais de aço inoxidável sejam usadas sempre que possível.
Se qualquer parte do aço inoxidável for aquecida na faixa de 500 a 800 graus por um período razoável, há o risco de o cromo formar carbonetos de cromo (um composto formado com carbono) com qualquer carbono presente no aço. Isso reduz o cromo disponível para fornecer o filme passivo e leva à corrosão preferencial, que pode ser grave. Isso geralmente é chamado de sensibilização. Portanto, ao soldar aço inoxidável, é recomendável usar baixa entrada de calor e restringir a temperatura máxima de interpasse a cerca de 175°, embora a sensibilização dos tipos modernos de baixo carbono seja improvável, a menos que seja aquecida por períodos prolongados. Pequenas quantidades de titânio (321) ou nióbio (347) adicionado para estabilizar o material inibirá a formação de carbonetos de cromo.
Para resistir à oxidação e à fluência, os graus de alto carbono, como 304H ou 316H são usados com frequência. Sua maior resistência à fluência está relacionada à presença de carbonetos e ao tamanho de grão ligeiramente mais grosso associado a temperaturas de recozimento mais altas. Como o maior teor de carbono inevitavelmente leva à sensibilização, pode haver um risco de corrosão durante as paradas da fábrica. 347H.
A resistência à solidificação do aço inoxidável austenítico pode ser seriamente prejudicada por pequenas adições de impurezas, como enxofre e fósforo, o que, juntamente com o alto coeficiente de expansão do material, pode causar sérios problemas de rachaduras na solidificação. A maioria dos 304 As ligas do tipo delta são projetadas para solidificar inicialmente como ferrita delta, que tem alta solubilidade para enxofre, transformando-se em austenita após o resfriamento. Isso cria um material austenítico que contém pequenas manchas de ferrita delta residual e, portanto, não é uma verdadeira austenita no sentido estrito da palavra. O metal de enchimento geralmente contém adições adicionais de ferrita delta para garantir soldas sem rachaduras.
A ferrita delta pode se transformar em uma fase muito frágil chamada sigma, se for aquecida acima de 550°C por períodos muito prolongados (pode levar vários milhares de horas, dependendo do nível de cromo). Um aço inoxidável duplex pode formar a fase sigma após apenas alguns minutos nessa temperatura)
O coeficiente de expansão muito alto associado a esse material significa que a distorção da soldagem pode ser bastante severa. Já vi flanges de anéis grossos em vasos de pressão se torcerem após a soldagem a ponto de impossibilitar a vedação do fluido. O estresse térmico é outro grande problema associado ao aço inoxidávelA falha prematura pode ocorrer em instalações de pressão aquecidas por uma camisa ou bobinas conectadas a um véu frio. Esse material tem baixa condutividade térmica, portanto, é necessária uma corrente de soldagem mais baixa (normalmente 25% menor do que a do aço carbono) e podem ser toleradas preparações de juntas mais estreitas. Todos os processos de soldagem comuns podem ser usados com sucesso, mas as altas taxas de deposição associadas ao SAW podem causar rachaduras de solidificação e, possivelmente, sensibilização, a menos que sejam tomadas as precauções adequadas.
Para garantir uma boa resistência à corrosão da raiz da solda, ela deve ser protegida da atmosfera por um escudo de gás inerte durante a soldagem e o resfriamento subsequente. O escudo de gás deve ser contido ao redor da raiz da solda por uma barragem adequada, que deve permitir um fluxo contínuo de gás pela área. A soldagem não deve começar até que tenha decorrido tempo suficiente para permitir que o volume de gás de purga que flui através da barragem seja igual a pelo menos 6 vezes o volume contido na barragem (EN1011 Parte 3 Recomenda 10). Quando a purga estiver concluída, a taxa de fluxo de purga deve ser reduzida para que exerça apenas uma pequena pressão positiva, suficiente para excluir o ar. Se for necessária uma boa resistência à corrosão da raiz, o nível de oxigênio na barragem não deve exceder 0,1% (1000 ppm); para uma resistência extrema à corrosão, esse nível deve ser reduzido para 0,015% (150 ppm). Os gases de apoio são geralmente argônio ou hélio; o nitrogênio é frequentemente usado como uma alternativa econômica quando a resistência à corrosão não é crítica; o nitrogênio + 10% hélio é melhor. Há uma grande variedade de pastas proprietárias e materiais de apoio disponíveis que podem ser usados para proteger a raiz em vez de uma proteção de gás. Em algumas aplicações em que a corrosão e o coqueamento de óxido da raiz da solda não são importantes, como em grandes dutos de aço inoxidável, não é usado nenhum suporte de gás.
Teor de carbono:
304L Grau de baixo carbono, normalmente 0,03% máximo
304 Grau de carbono médio, normalmente 0,08% máximo
304H Grau de alto carbono, normalmente até 0,1%
Quanto maior o teor de carbono, maior a resistência ao escoamento. (Daí a vantagem da resistência ao usar graus estabilizados)
Conteúdo típico da liga
| 304 316 316Ti 320 321 347 308 309 | (18-20Cr, 8-12Ni) (16-18Cr, 10-14Ni + 2-3Mo) (316 com adição de titânio) (Igual ao 316Ti) (17-19Cr, 9-12Ni + Titânio) (17-19Cr, 9-13Ni + Nióbio) (19-22Cr, 9-11Ni) (22-24Cr, 12-15Ni) | 304 + Molibdênio 304 + Moly + Titânio – 304 + Titânio 304 + Nióbio 304 + Extra 2%Cr 304 + Extra 4%Cr + 4% Ni |
Todos os tipos de aço inoxidável acima são variações básicas do 304. Todos são prontamente soldáveis e todos têm consumíveis correspondentes, exceto o 304, que é soldado com o 308 ou 316, o 321 é soldado com o 347 (o titânio não é facilmente transferido pelo arco) e o 316Ti é normalmente soldado com o 318.
O molibdênio tem o mesmo efeito na microestrutura que o cromo, exceto pelo fato de oferecer melhor resistência à corrosão por pite. Portanto, um 316 precisa de menos cromo do que um 304.
| 310 | (24-26Cr,19-22Ni) | Austenítico verdadeiro. Esse material não se transforma em ferrita no resfriamento e, portanto, não contém ferrita delta. Ele não sofrerá fragilização por fase sigma, mas pode ser difícil de soldar. |
| 904L | (20Cr, 25Ni, 4,5Mo) | Super austenítico Ou liga de níquel. Superior corrosão A resistência do metal é muito baixa, desde que seja soldada com cuidado, com baixo aporte de calor (recomenda-se menos de 1 kJ/mm) e velocidades de deslocamento rápidas, sem tecelagem. Cada ciclo de solda não deve ser iniciado até que a temperatura do metal caia abaixo de 100°C. É improvável que uma distribuição uniforme da liga seja alcançada em toda a solda (segregação); portanto, esse material deve ser soldado com um consumível com excesso de liga, como o 625, ou recozido em solução após a soldagem, se o máximo de resistência à corrosão é necessário. |
Referências relacionadas:
Aço inoxidável austenítico
Aço inoxidável superaustenítico
Tipos de classes de aço inoxidável austenítico
Aço inoxidável austenítico para fixações de madeira
Propriedades magnéticas do aço inoxidável austenítico
Tabela de comparação de graus de aço inoxidável austenítico
Endurecimento de superfície de aço inoxidável austenítico com nitrogênio
Efeito da composição do aço austenítico e do tratamento térmico
Comparação da resistência e vulnerabilidade dos aços austeníticos e duplex
Tratamento térmico de alívio de tensão para aço inoxidável austenítico
Medição do mecanismo de endurecimento por trabalho do aço austenítico
Efeito da composição na permeabilidade magnética do aço austenítico
Efeito do trabalho a frio e do tratamento térmico do aço inoxidável austenítico