Duplex Stainless Steel
Austenitic | Martensitic | Ferritic | Duplex | Super Duplex | Superaustenitic | Superferritic | Precipitation Hardening
This group of steel is intermediate in terms of structure and alloy content between ferritic and austenitic stainless steel. The main characteristic that differentiates Austenitic-ferritic steel from austenitic and ferritic stainless steel is that they have a higher yield strength and tensile strength. They are therefore often used in dynamically stressed machine parts, e.g. suction rolls for paper machines. New areas of application are within the oil, gas and petrochemical sector, seawater bearing systems and the offshore industry.
These steel are normally named Duplex stainless steel pipe due to the two phases present in the microstructure. Typically twice the yield of austenitic stainless steel. Minimum Specified Ultimate Tensile Strength typically 680 to 750N/mm2 (98.6 to 108ksi). Elongation typically > 25%.
Superior corrosion resistance than a 316. Good Resistance to stress corrosion cracking in a chloride environment. Duplex materials have improved over the last decade; further additions of Nitrogen have been made improving weldability. Because of the complex nature of this material it is important that sourced from good quality steel mills and is properly solution annealing. Casting and possibly thick sections may not cool fast when annealing causing sigma and other deleterious phases to form.
The material work hardens if cold formed; even the strain produced from welding can work harden the material particularly in multi pass welding. Therefore a full solution anneal is advantageous, particularly if low service temperatures are foreseen.
The high strength of this material can make joint fit up difficult.
Usable temperature range restricted to, -50 to 280°C
Used in Oil & Natural Gas production, chemical plants etc.
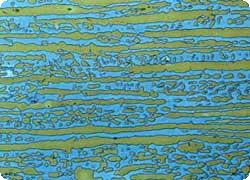
Metallographic Test - Metallography Testing
Metallographic Test Report
ASTM A789 ASME SA 789 S31803 S32205 S32101 S32750 S32760 S32304 S31500 S31260 Seamless Tubes
ASTM A790 ASME SA790 S31803 S32205 S32101 S32750 S32760 S32304 S31500 S31260 Seamless Pipe
EN 10216-5 1.4462 1.4362 1.4162 1.4410 1.4501 Seamless Tubes
Duplex Stainless Steel Standard
ASTM A789 (ASME SA789) Standard Specification for Seamless and Welded Ferritic/Austenitic Stainless Steel Tubing for General Service
ASTM A790 (ASME SA790) Standard Specification for Seamless and Welded Ferritic/Austenitic Stainless Steel Pipe
ASTM A923 Standard Test Methods for Detecting Detrimental Intermetallic Phase in Duplex Austenitic/Ferritic Stainless Steel
ASTM A928 Standard Specification for Ferritic/Austenitic (Duplex) Stainless Steel Pipe Electric Fusion Welded with Addition of Filler Metal
GB/T 21832-2008 Austenitic--Ferritic(duplex) grade stainless steel welded tubes and pipes
GB/T 21833-2008 Austenitic-Ferritic (duplex) grade stainlee steel seamless tubes and pipes
 ASTM A789 Standard Specification for Seamless and Welded Ferritic/Austenitic Stainless Steel for General Service ASTM A789 Standard Specification for Seamless and Welded Ferritic/Austenitic Stainless Steel for General Service
ASTM A790 Standard Specification for Seamless and Welded Ferritic/Austenitic Stainless Steel Pipe
ASTM A923 Standard Test Methods for Detecting Detrimental Intermetallic Phase in Duplex Austenitic/Ferritic Stainless Steel
ASTM A928 A928M Standard Specification for Ferritic/Austenitic (Duplex) Stainless Steel Pipe Electric Fusion Welded with Addition of Filler Metal
S31803 22Cr 5Ni 2.8Mo 0.15N PREN = 32-33 Duplex Stainless Steel/ Super Duplex Stainless Steel Comparison Chart
| China GB |
ISO Unified Digital Code |
ASTM / ASME |
UNS code |
EN Code |
Company Commercial Grade |
| 022Cr23Ni4MoCuN |
S23043 |
S32304 |
S32304 |
1.4362 |
SAF2304 (Sandvik) |
| 022Cr22Ni5Mo3N |
S22253 |
S31803 |
S31803 |
1.4462 |
- |
| 022Cr23Ni5Mo3N |
S22053 |
S32205 |
S32205 |
1.4462 |
SAF2205 (Sandvik) |
| 022Cr25Ni7Mo4N |
S25073 |
S32750 |
S32750 |
1.441 |
SAF2507(Sandvik) |
| 022Cr25Ni7Mo3WCuN |
S22583 |
S31260 |
S31260 |
- |
- |
| 03Cr25Ni6Mo3Cu2N |
S25554 |
S32550 |
S32550 |
1.4507 |
UR52+ |
| 022Cr25Ni7Mo4WCuN |
S27603 |
S32760 |
S32760 |
1.4501 |
Zeron100 |
| 00Cr27Ni7Mo5N |
- |
S32707 |
S32707 |
- |
SAF2707(Sandvik) |
Super Duplex: Stronger and more corrosion resistant than standard duplex.
S32750(Zeron 100) 25Cr 7.5Ni 3.5Mo 0.23N PREN = 40
Duplex solidifies initially as ferrite, then transforms on further cooling to a matrix of ferrite and austenite. In modern raw material the balance should be 50/50 for optimum corrosion resistance, particularly resistance to stress corrosion cracking. However the materials strength is not significantly effected by the ferrite / austenite phase balance.
The main problem with Duplex is that it very easily forms brittle intermetalic phases, such as Sigma, Chi and Alpha Prime. These phases can form rapidly, typically 100 seconds at 900°C. However shorter exposure has been known to cause a drop in toughness, this has been attribute to the formation of sigma on a microscopic scale.
Prolonged heating in the range 350 to 550°C can cause 475°C temper embrittlement.
For this reason the maximum recommended service temperature for duplex is about 280°C.
Sigma (55Fe 45Cr) can be a major problem when welding thin walled small bore pipe made of super duplex, although it can occur in thicker sections. It tends to be found in the bulk of the material rather than at the surface, therefore it probably has more effect on toughness than corrosion resistance. Sigma can also occur in thick sections, such as castings that have not been properly solution annealed (Not cooled fast enough).
However most standards accept that deleterious phases, such as sigma, chi and laves, may be tolerated if the strength and corrosion resistance are satisfactory.
Nitrogen is a strong austenite former and largely responsible for the balance between ferrite and austenite phases and the materials superior corrosion resistance. Nitrogen can’t be added to filler metal, as it does not transfer across the arc. It can also be lost from molten parent metal during welding. Its loss can lead to high ferrite and reduced corrosion resistance. Nitrogen can be added to the shielding gas and backing gas, Up to about 10%; however this makes welding difficult as it can cause porosity and contamination of the Tungsten electrode unless the correct welding technique is used. Too much Nitrogen will form a layer of Austenite on the weld surface. In my experience most duplex and super duplex are TIG welded using pure argon.
Backing / purge gas should contain less than 25ppm Oxygen for optimum corrosion resistance.
Fast cooling from molten will promote the formation of ferrite, slow cooling will promote austenite. During welding fast cooling is most likely, therefore welding consumables usually contain up to 2 - 4% extra Nickel to promote austenite formation in the weld. Duplex should never be welded without filler metal, as this will promote excessive ferrite, unless the welded component is solution annealed. Acceptable phase balance is usually 30 – 70% Ferrite
Duplex welding consumables are suitable for joining duplex to austenitic< stainless steel or carbon steel; they can also be used for corrosion resistant overlays. Nickel based welding consumables can be used but the weld strength will not be as good as the parent metal, particularly on super duplex.
- High levels of austenite: - Some Reduction in strength and reduced resistance to stress corrosion cracking.
Good impact test results are a good indication that the material has been successfully welded. The parent metal usually exceeds 200J. The ductile to brittle transition temperature is about –50°C. The transition is not as steep as that of carbon steel and depends on the welding process used. Flux protected processes, such as MMA; tend to have a steeper transition curve and lower toughness. Multi run welds tend to promote austenite and thus exhibit higher toughness
Tight controls and the use of arc monitors are recommended during welding and automatic or mechanised welding is preferred. Repair welding can seriously affect corrosion resistance and toughness; therefore any repairs should follow specially developed procedures. See BS4515 Part 2 for details.
Production control test plates are recommended for all critical poduction welds.
Welding procedures should be supplemented by additional tests, depending on the application and the requirements of any application code:-
- A ferrite count using a Ferro scope is probably the most popular. For best accuracy the ferrite count should be performed manually and include a check for deleterious phases.
- Good impact test results are also a good indication of a successful welding procedure and are mandatory in BS4515 Part 2.
- A corrosion test, such as the G48 test, is highly recommended. The test may not model the exact service corrosion environment, but gives a good qualative assessment of the welds general corrosion resistance; this gives a good indication that the welding method is satisfactory. G48 test temperature for standard duplex is typically 22°C, for super duplex 35°C
Typical Welding Procedure For Zeron 100 (Super Duplex)
Pipe 60mm Od x 4mm Thick Position 6G
Maximum Interpass 100°C Temperature at the end of welding < 250°C
1.6mm Filler Wire 85 amps 2 weld runs (Root and Cap)
Arc energy 1 to 1,5 KJ/mm Travel speed 0.75 to 1 mm/sec
Recommended Testing
- Ferric Chloride Pitting Test To ASTM G48 : Method A
- Chemical analysis of root
- Ferrite count
Duplex Stainless Steel have a structure that contains both ferrite and austenite. Duplex alloys have higher strength and better stress corrosion cracking resistance than most austenitic alloys and greater toughness than ferritic alloys, especially at low temperatures. The corrosion resistance of duplex alloys depends primarily on their composition, especially the amount of chromium, molybdenum, and nitrogen they contain. Duplex alloys are often divided into three sub-classes: Lean Duplex (ATI 2102 duplex, ATI 2003 duplex, and ATI 2304 duplex alloys), Standard Duplex (ATI 2205 duplex alloy), and Superduplex (ATI 255 duplex and UNS S32760 duplex alloys).
| Duplex Stainless Steel Mechanical Properties |
Alloy
(UNS Designation)
|
End Use |
Composition
nominal wt% |
Specifications |
Density
lb/in3 (g/cm3) |
Tensile
Strength
ksi. (MPa) |
0.2% Yield
Strength
ksi. (MPa) |
Elong-
ation % |
Hardness |
S82011
|
Piping and tubing in general corrosion and chloride environments, structural components, storage tanks. |
C 0.03 max, Mn 2.0-3.0, Si 1.0 max, Cr 20.5-23.5, Ni 1.0-2.0, Mo 0.10-1.00, N 0.15-0.27, Fe Balance |
ASTM A240 |
0.279
(7.75) |
101 min (sheet) / 95 min (plate)
(700 min (sheet) / 655 min (plate)) |
75 min (sheet) / 65 min (plate)
(515 min (sheet) / 450 min (plate)) |
30 min |
31 Rockwell C max |
S32003
|
Piping, tubing in general corrosion and choride environments, architectural structures, roofing, topside applications on oil platforms |
C 0.03 max, Mn 2.0 max, Si 1.0 max, Cr 19.5-22.5, Ni 3.0-4.0, Mo 1.5-2.0, N 0.14-0.2, Fe Balance |
ASTM A240 ASME Code Case 2503 |
0.279
(7.72) |
100 min (sheet) / 95 min (plate)
(690min (sheet) / 655 min (plate) |
70 min (sheet) / 65 min (plate)
(485 min (sheet) / 450 min (plate) |
25 min |
31 Rockwell C max |
2304
S32304
|
Tanks, digesters, pressure vessels, pipes |
C 0.03 max, Mn 2.50 max, Si 1.0 max, Cr 21.5-24.5, Ni 3.0-5.5, Mo 0.05-0.60, Cu 0.05-0.60, N 0.05-0.20, Fe Balance |
ASTM A240, ASME SA-240, SAE J405 |
0.280
(7.8) |
87 min
(600 min) |
58 min
(400 min) |
25 min |
32 Rockwell C max |
2205
S31803/S32205
|
Pipe, Tubing in general corrosion and chloride stress corrosion environments |
C 0.03 max, Mn 2.0 max,Si 1.0 max, Ni 4.5-6.5, S31803: Cr 21.0-23.0, Mo 2.5-3.5, N 0.08-0.20, S32205: Cr 22.0-23.0, Mo 3.0-3.5, N 0.14-0.20, Fe Balance |
ASTM A240 ASME SA-240 |
0.283
(7.82) |
90 min (31803) / 95 min (32205)
(620 min (31803) / 655 min (32205)) |
65 min
(450 min) |
25 min |
31 Rockwell C max |
255
S32550
|
Pipe, containers for CPI, Oil & Gas |
C 0.04 max, Mn 1.5 max, P 0.04 max, S 0.03 max, Si 1.0 max, Cr 24.0-27.0, Ni 4.5-6.5, Mo 2.9-3.9, N 0.1-0.25, Cu 1.5-2.5, Fe Balance |
ASTM A240 |
0.279
(7.73) |
110 min
(760 min) |
80 min
(550 min |
Related References:
1. Duplex Stainless Steel Pipe
2. Duplex Stainless Steel
3. Super-Duplex Stainless Steel
4. Principle of Duplex Stainless Steel
5. How the Austenite Ferrite Balance Achieved
6. Corrosion Resistance of Duplex Stainless Steel
7. Stress Corrosion Cracking SCC of Duplex Stainless Steel
8. Barrier to Using Duplex Stainless Steel
9. Duplex Stainless Steel Grades Comparison Table
10. S32101 | S32205/S31803 | S32304 | S32750 | S32760
11. ASTM A789/A789M
12. ASTM A 790/A 790M
13. Duplex Stainless Steel Pipe
14. Austenitic-Ferritic Stainless Steel Pipe
15. Super-Duplex Stainless Steels and their characteristics
16. 2507 S32750 Duplex Steel Pipe
17. S31803 Stainless Steel Pipe
18. S32304(1.4362) Duplex Steel
19. S32205 Stainless Steel Pipe
20. 1.4462 Stainless Steel Pipe
21. Use of stainless steel under high temperature condition refer table
22. ASTM A789 S31803 Duplex Stainless Steel Pipe
23. ASTM A789 S32205 Duplex Stainless Steel Pipe
24. Duplex Stainless Steel Pipe Specification
|