-

Hardness Test Procedure for Stainless Steel Tubes
1. Specimen and Surface Preparation (Annex A2) 2. Test Equipment and Setup 3. Test Execution 4. Reading and Recording 5. Special Considerations for Tu…
-

Comparison of NACE MR0175 and NACE MR0103
Both NACE MR0175/ISO 15156 and NACE MR0103/ISO 17945 are standards that specify requirements for metallic materials resistant to sulfide stress cracki…
-

What is a NACE-Certified Stainless Steel Tubes ?
A NACE-certified stainless steel Tube is a tube manufactured from specific grades of stainless steel that fully comply with the material requirements …
-
Technical Requirements for Stainless Steel Tubes per NACE MR0175 / ISO 15156
What is NACE MR0175? NACE MR0175 is Sulfide Stress Cracking Resistant Metallic Materialsfor Oilfield Equipment. Materials for H₂S-Containing Environme…
-
Comparison of EN 10216-5 1.4541 and ASME SA213 TP321
Both materials are titanium-stabilized austenitic stainless steels. They are fundamentally the same grade, with EN 1.4541 being the direct European eq…
-

How to Ensure Qualified Grain Size in Stainless Steel Tubes Production
1. Basic Principle Stainless steel (especially austenitic grades) does not undergo phase transformation during heating and cooling. Therefore, recryst…
-

How to Ensure Qualified Grain Size in Stainless Steel Production?
According to ASTM A213 / ASME SA213, Grade have H such 304H 321H 316H 347H 309H 310H have Grain Size test requirements. So how to ensure qualified gra…
-
ASTM E112 A480 A240 Requirements for Grain Size
Standard Title / Purpose ASTM E112 Standard Test Methods for Determining Average Grain Size. This is the fundamental method for measuring grain size u…
-
1.4307 VS TP304L EN 10216-5 1.4307 and ASME SA213 TP304L Stainless Steel Tubes
While both standards refer to low-carbon austenitic stainless steels equivalent to 304L, they are governed by different regulatory bodies and hav…
-

Ra VS Grit Size Chart Stainless Steel Surface Roughness Ra to Grit Size Conversion Table
Here is a concise summary table for converting between stainless steel surface roughness (Ra) and abrasive grit size (mesh/grade). Stainless Steel Sur…
-

MSS 24 MSS SP-58 (Type 24) Standard
MSS SP-58 is a comprehensive standard for “Pipe Hangers and Supports,” and “Type 24” refers to a specific product type d…
-
ASME SA213 TP304L VS ASTM A269 TP304L Differences between ASTM A269 TP304L and ASME SA213 TP304L
Here is a summary of the differences between ASTM A269 TP304L and ASME SA213 TP304L, based on the provided search results. Category ASTM A269 TP304L A…
-

1.4301 VS 304 Comparison of EN 10216-5 1.4301 and ASME SA213 TP304
Below is a detailed comparison of EN 10216-5 1.4301 and ASME SA213 TP304. While both refer to the same base material (commonly known as 304 stainless …
-
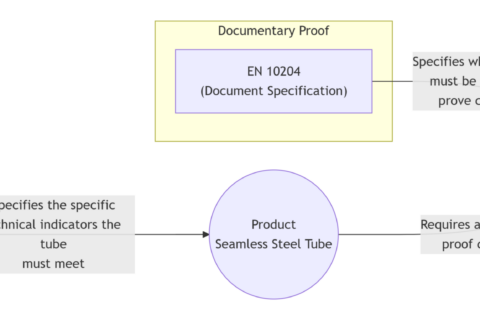
EN 10216-5 VS EN 10204 The Difference Between EN 10216-5 and EN 10204?
In simple terms, EN 10216-5 specifies the technical standard for “what to make,” while EN 10204 specifies the inspection do…
-
ET VS UT Differences Between Ultrasonic Testing UT and Eddy Current Testing ET
Differences Between Ultrasonic Testing (UT) and Eddy Current Testing (ET) Standard Specification ET ASTM E426 Standard Practice for Electromagnetic (E…
-

Reasons for Rusting at the Tube Sheet Weld Joint of a Shell and Tube Heat Exchanger
Rusting (corrosion) at the tube sheet weld joint of a shell and tube heat exchanger is typically the result of multiple interacting factors. The main …
-
The technical requirements for stainless steel tubes in a shell and tube heat exchanger
What is the technical requirements for stainless steel tubes in a shell and tube heat exchanger?
-

B36.10 VS B36.19 Difference Between ASME B36.10 and ASME B36.19M
ASME B36.10: Covers welded and seamless wrought steel pipe, including carbon steel, alloy steel, and ferritic stainless steel. ASME B36.19M: Covers we…
-
Comparison of Stainless Steel Grain Size Testing Standard ASTM E112 EN ISO 643
Here is an English translation of the summary comparing U.S. (ASTM) and European (EN ISO) standards for stainless steel grain size testing: ASTM vs. E…
-

Standards and product requirements for Intergranular Corrosion IGC Testing
Here’s a summary of standards and product requirements for intergranular corrosion (IGC) testing: Key Testing Standards Industries & Product Appli…
-
Standard Specification of Interganular Corrosion Test
In addition to ASTM A262, several international and national standards are used to evaluate intergranular corrosion (IGC) in stainless steels, often t…
-
The Critical Production Details for Stainless Steel Tubes to pass the ASTM A262 Practice E Intergranular Corrosion Test
To pass the ASTM A262 Practice E (the Copper–Copper Sulfate–16% Sulfuric Acid Test), stainless steel seamless pipes must be free of chromium carbide p…
-
Procedure of ASTM A262 Practice E Intergranular Corrosion
According to ASTM A262, Intergranular Corrosion Test Pratice E procedure as below. 1. Test PrincipleThis practice is used to detect the presence of ch…
-
Definitions and Representation Methods for Brinell, Rockwell, Vickers, and Shore Hardness
Vickers Hardness (Vickers Hardness) 2. Brinell Hardness (Brinell Hardness) 3. Rockwell Hardness (Rockwell Hardness) 4. Shore Hardness The measurement …
-
How to Choose Rockwell Hardness HRC Brinell Hardness HBW Rockwell B Scale HRB Vickers Hardness HV?
Brinell, Rockwell, and Vickers hardness scales are primarily designed for metallic materials and are closely related, functioning like three brothers …
-

Key Characteristics of Fraudulent Companies in Steel and Metals
Therefore, when purchasing China goods, do not blindly trust low-cost suppliers. GUANYU Tube is your reliable choice.
-
Beware of fraudulent companies among steel and metal material suppliers in China
We recently learned of an agency claim case involving an importer, a Brazilian company, which reported that it purchased approximately 125 tonnes of s…
-
Differences between ASTM A262 Practice C and ASTM A262 Practice E for intergranular corrosion IGC testing
Parameter ASTM A262 Practice C (Nitric Acid Test) ASTM A262 Practice E (Copper-Copper Sulfate-Sulfuric Acid Test) Test Medium 65% nitric aci…
-
Minimum Thickness for HRB Testing of Stainless Steel Tubes per ASTM E18
According to ASTM E18, the minimum thickness requirement for Rockwell HRB testing of stainless steel tubes (or other metallic materials) is determined…
-

Causes of Transverse Cracking in Brass Tubes
Brass Tubes include C44300 Tubes and C68700 Tubes. Transverse cracking in brass tubes is a complex phenomenon often resulting from the interplay of ma…
-
Difference Hydrostatic Testing Pressure in ASME SA213 ASTM A269 ASTM A312 ASTM A999 ASTM A1016 EN 10216-5
1. ASTM A213 / ASME SA213 Scope: Seamless ferritic and austenitic alloy steel boiler, superheater, and heat exchanger tubes.Hydrostatic Test Requireme…
-
Eddy Current Testing ECT requirements for stainless steel tubes under ASME E309 GBT 7735 EN 10839-2
1. Scope and Material Coverage **2. Frequency and Probe Requirements **3. Calibration and Reference Defects **4. Defect Evaluation…
-
ASTM A269 TP316L VS ASME SA213 TP316L Difference Between A269 TP316L and SA213 TP316L
Guanyu Tube is specialized manufacturer of ASTM A269 TP316 Stainless Steel Tubing and ASME SA213 TP316L Stainless Steel Tubes. So what is the differen…
-

How to Choose a Reliable Stainless Steel Tubes Manufacturer in China
With the development of technology, the level of stainless steel tube manufacturing in China is also improving. However, as China’s economy is s…
-

High-Quality Stainless Steel Tube Characteristics
Guanyu Tube supply you the High Quality Stainless Steel Tubes. So What is high quality stainless steel tubes? A high-quality stainless steel tube is c…
-
Stainless Steel Characteristics and Usage by Steel Grade
Classification Characteristics Usage Austenite 301 Has lower Cr, Ni content than 304 steel. Its tensile strength increases with cold drawing. It is no…
-
EN 10217-7 1.4301 1.4307 1.4948 1.4541 1.4878 1.4550 1.4401 1.4404 1.4571 1.4438 1.4439 1.4833 1.4845 Welded Tubes
EN 10217-7 1.4162 1.4462 1.4362 1.4410 1.4501 Welded Stainless Steel PipesGuanyu Tube is specialized Supplier of EN 10217-7 1.4301 1.4307 1.4948 1.454…
-

Ambient Temperature Mechanical Properties for EN 10217-7
EN 10217-7 2005 is for “Welded steel tubes for pressure purposes – Technical delivery conditions”. It covers a number of&n…
-
Welding Stainless Steel to other Steel Material
Welding austenitic stainless steel to carbon and other low alloy steel are established methods in the process and construction industries. D…
-
Fabrication
Cold Forming – Blanking and Piercing | Press Breaking and Roll Forming | Spinning and Flow Forming | Coi…
-
Pipe vs Tube Differences between Pipe and Tube
Many pepole are thinking: sometimes we call pipes, sometimes we call them tubes. Both of them are with the same shape. And we are confused what’s pipe…
-
DIN17459 Seamless Circular Austenitic Stainless Steel Tubes
DIN 17459 specifies technical delivery conditions for seamless circular tubes made from high temperature austenitic stainless steel as speci…
-
Welding Properties of Stainless Steel
Stainless steel structure welding and cutting is inevitable applications in stainless steel. Because the characteristics of stainless steel …
-

EN 10088-1 Physical Properties of Stainless Steel
The table shown is based on the reference data presented in EN 10088-1. Only a sample of the information available is shown. This is intended to …
-
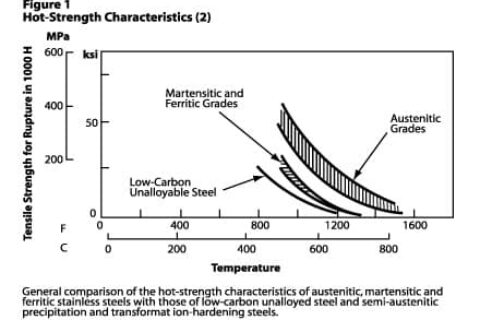
High Temperature Properties Stainless Steel
Stainless steel have good strength and good resistance to corrosion and oxidation at elevated temperatures. Stainless steel are used at temp…
-
Shell and Tube Heat Exchanger
Shell and tube heat exchanger consist of a series of stainless steel tube. One set of these tubes contains the fluid that must be either hea…
-
Stainless Steel Glossory
Standards | Stainless Steel Glossary | World Society Shipping | International Phone Country Number | World Sta…
-
ASTM A595 Standard for Steel Tube Tapered for Structural Use
ASTM A595 Standard Specification for Steel Tubes, Low-Carbon or High-Strength Low-Alloy, Tapered for Structural Use covers three grades of seam-welded…
-

November 11th China market price of stainless steel waste
Foshan scrap stainless steel market price (yuan/ton) Change Broken stainless steel pipe (Ni7.4-7.6%) 11150-11350 -100 Stainless steel back Burden (Ni7…
-

Internal Pressure Calculation
Internal Pressure Calculation Results: ASME Code, Section VIII, Division 1, 2004 A-06 Elliptical Head From 10 To 20 SA-240 304 at …








