
Characteristics, Technical parameters and forging methods of stainless steel flat welding flanges
In the early stage of forging deformation of stainless steel flat welded flanges, because the porous preform is easy to deform, the deformation force is small, and the density increases rapidly. In the later stage of forging forming, due to the closure of most of the pores, the deformation resistance increases, and the deformation force required to eliminate the residual pores increases rapidly. The deformation resistance is closely related to the deformation temperature. A higher deformation temperature is conducive to compaction and reduces the deformation resistance. The higher deformation rate is also conducive to the compactness of stainless steel flat welded flanges.
The forging process of stainless steel flat welded flanges has stricter equipment requirements than traditional die forging, and the displacement characteristics of the punch must match the deformation and compact characteristics of the preform. The contact time between the blank and the mold should be as short as possible. The forging press must have good rigidity, and the movable beam and piston must have good guiding accuracy to ensure the accuracy of the forging. Therefore, the forging of stainless steel flat welded flanges generally choose mechanical presses, such as crankshaft presses, or friction presses with higher precision.
Features of stainless steel flat welding flange
Stainless steel flat welded flanges not only save space and weight, but more importantly, ensure that the joints will not leak and have good sealing performance. The reason why the size of the compact stainless steel flange is reduced is due to the reduction of the diameter of the seal, which will reduce the cross-section of the sealing surface. Secondly, the flange gasket has been replaced by a sealing ring to ensure that the sealing surface matches the sealing surface. As the required pressure decreases, the size and number of bolts can be reduced accordingly, so the final design is small and light (70% to 80% lighter than the weight of traditional flanges). product. Therefore, the stainless steel flat welding flange type is a relatively high-quality flange product, which reduces the quality and space, and plays an important role in industrial use.
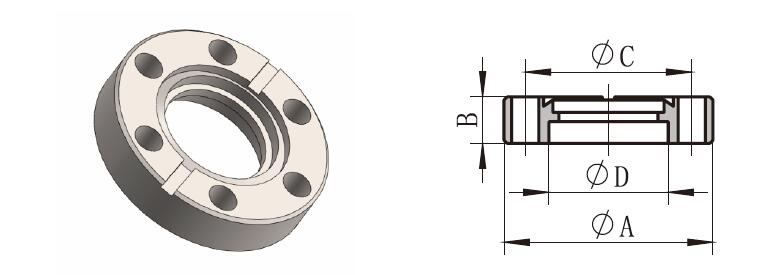
Technical parameters of stainless steel flat welding flange
- Outer diameter of stainless steel flange: 75mm-2190mm
- The diameter of the center circle of the bolt hole: 50mm—-2130mm
- Bolt hole diameter: 11mm-30mm
- Number of bolt holes: 4-48
- Thread: M10-M27
- Flange thickness: 12mm-58mm
- Tube outer diameter: A(17.2-2032MM) B(14-2020MM)
- Flange inner diameter: A (18-2036MM) B (15-2024MM)
- Theoretical weight of flange: 0.36kg–234.6kg (DN1800)
- Material: A105, 20#, Q235, 16Mn, 304, 304L, 316, 316L, 321
- Production standards: HG/T20592-2009, GB/T9119-2000, SH3406-1996, JB/T81-1994, DIN 2573, DIN 2576, EN1092-1
Product name: plate flat welding flange
Working pressure: PN0.25MPa, PN0.6MPa, PN1.0MPa, PN1.6MPa, PN2.5MPa
Product category: Full-plane plate flange (FF), raised plate flange (RF)
Manufacturing materials: 304 316 304L 316L 321 2025Q23516MN and so on.
Connection form: single-sided welding, double-sided nut connection.
Product features: beautiful appearance, smooth surface, acid and alkali resistance, anti-corrosion resistance, and strong texture performance.
3. the forging method of stainless steel flat welding flange
The forging of stainless steel flat welding flanges can be divided into free forging, upsetting, extrusion, die forging, closed die forging, and closed upsetting. Closed die forging and closed upsetting have high material utilization because there is no flash. It is possible to complete the finishing of complex forgings with one process or several processes. Because there is no flash, the force-bearing area of the forging is reduced, and the required load is also reduced. However, it should be noted that the blanks cannot be completely restricted. For this reason, the volume of the blanks should be strictly controlled, the relative position of the forging dies and the measurement of the forgings should be controlled, and efforts should be made to reduce the wear of the forging dies.
According to the movement mode of the forging die, forging can be divided into swing rolling, swing swivel forging, roll forging, cross wedge rolling, ring rolling and cross rolling. Pendulum rolling, pendulum rotary forging and ring rolling can also be processed by precision forging. In order to improve the utilization rate of materials, roll forging and cross rolling can be used as the pre-process processing of slender materials. Rotary forging, like free forging, is also partially formed. Its advantage is that it can be formed even when the forging force is smaller compared with the size of the forging. In this forging method, including free forging, the material expands from the vicinity of the die surface to the free surface during processing. Therefore, it is difficult to ensure accuracy. Therefore, the movement direction of the forging die and the swaging process can be controlled by a computer. The forging force of the company can obtain products with complex shapes and high precision. For example, the production of forgings such as steam turbine blades with a wide range of varieties and large sizes.
When the temperature exceeds 300-400°C (blue brittle zone of steel) and reaches 700-800°C, the deformation resistance will decrease sharply and the deformation energy will be greatly improved. According to the forging performed in different temperature regions, according to the different forging quality and forging process requirements, it can be divided into three forming temperature regions: cold forging, warm forging and hot forging. Originally, there is no strict limit to the division of this temperature zone. Generally speaking, forging in a temperature zone with recrystallization is called hot forging, and forging without heating at room temperature is called cold forging.
When forging at low temperature, the size of the forging changes little. Forging below 700°C, there is little oxide scale formation, and there is no decarburization on the surface of the stainless steel flange. Therefore, as long as the deformation energy is within the forming energy range, cold forging is easy to obtain good dimensional accuracy and surface finish. As long as the temperature and lubrication cooling are well controlled, the warm forging below 700°C can also obtain good accuracy. During hot forging, large forgings with complex shapes can be forged due to the small deformation energy and deformation resistance. To obtain forgings with high dimensional accuracy, hot forging can be used in the temperature range of 900-1000°C. In addition, pay attention to improving the working environment of hot forging. Forging die life (hot forging 2-5 thousand, warm forging 10,000 to 20,000, cold forging 20,000 to 50,000) is shorter than forging in other temperature ranges, but it has a large degree of freedom and low cost .
The blank undergoes deformation and work hardening during cold forging, which causes the forging die to withstand high loads. Therefore, it is necessary to use a high-strength forging die and a hard lubricating film treatment method to prevent wear and adhesion. In addition, in order to prevent cracks in the blank, intermediate annealing is carried out when necessary to ensure the required deformability. In order to maintain a good lubrication state, the blank can be phosphated. In the continuous processing of bars and wire rods, the section can not be lubricated at present, and the possibility of using phosphating lubrication methods is being studied.
Related References:
Stainless Steel Tube Fitting
Stainless Steel Pipe Fitting Connection Method
ISO Steel Pipe Tube and Fittings Standard and Specifications
DIN Steel Pipe Tube and Fittings Standard and Specification
BS Pipe Tube and Fitting Standard and Specification
JIS Pipe Tube Fitting Standard
ASTM Standard Specification for Structural Tubing Mechanical Tubing
ASTM A403 Wrought Austenitic Stainless Steel Piping Fittings
Hydrostatic Test Pressure Flange Fittings
ASTM Material Specification Fitting Flange Cast Forging Valve
ASTM Valve Standard Specification
DIN 1686 – Standard for Rough Casting General Tolerance
Material Comparison Table DIN 1691 1693 and DIN EN 1561
ISO Tolerance Table
ISO Tolerances For Fasteners
Tolerances to ISO 9445 Cold Rolled Narrow and Wide Strip
Tolerances to ISO 9444 ontinuously Rolled Hot Rolled Strip
ISO Steel Pipe Tube and Fittings Standard and Specifications
Tolerances to ISO 18286 hot rolled stainless steel quarto plate