
الخصائص والمعايير التقنية وطرق التشكيل لفلنجات اللحام المسطحة المصنوعة من الفولاذ المقاوم للصدأ
في المرحلة المبكرة من تزوير التشوه للفلنجات الملحومة المسطحة المصنوعة من الفولاذ المقاوم للصدأ، نظرًا لسهولة تشوه التشكيل المسامي، تكون قوة التشوه صغيرة، وتزداد الكثافة بسرعة. في المرحلة اللاحقة من التشكيل بالتزوير، نظرًا لإغلاق معظم المسام، تزداد مقاومة التشوه، وتزداد قوة التشوه المطلوبة لإزالة المسام المتبقية بسرعة. ترتبط مقاومة التشوه ارتباطًا وثيقًا بدرجة حرارة التشوه. تساعد درجة حرارة التشوه الأعلى على الانضغاط وتقلل من مقاومة التشوه. كما أن ارتفاع معدل التشوه يفضي أيضًا إلى انضغاط الفلنجات الملحومة المسطحة المصنوعة من الفولاذ المقاوم للصدأ.
تتميز عملية تشكيل الشفاه الملحومة المسطحة المصنوعة من الفولاذ المقاوم للصدأ بمتطلبات معدات أكثر صرامة من عملية التشكيل بالقالب التقليدي، ويجب أن تتطابق خصائص الإزاحة لللكمة مع خصائص التشوه والضغط للتشكيل. يجب أن يكون وقت التلامس بين الفراغ والقالب أقصر ما يمكن. يجب أن يكون لمكبس التشكيل صلابة جيدة، ويجب أن يكون للشعاع المتحرك والمكبس دقة توجيه جيدة لضمان دقة التشكيل. ولذلك، فإن تزوير الشفاه الملحومة المسطحة المصنوعة من الفولاذ المقاوم للصدأ تختار عمومًا مكابس ميكانيكية، مثل مكابس العمود المرفقي، أو مكابس الاحتكاك بدقة أعلى.
ميزات شفة اللحام المسطحة المصنوعة من الفولاذ المقاوم للصدأ
لا توفر الفلنجات الملحومة المسطحة المصنوعة من الفولاذ المقاوم للصدأ المساحة والوزن فحسب، بل الأهم من ذلك أنها تضمن عدم تسرب الوصلات وأداء ختم جيد. ويرجع السبب في تقليل حجم الحافة المدمجة المصنوعة من الفولاذ المقاوم للصدأ إلى تقليل قطر مانع التسرب، مما يقلل من المقطع العرضي لسطح مانع التسرب. ثانيًا، تم استبدال حشية الحافة بحلقة مانعة للتسرب لضمان تطابق سطح الختم مع سطح الختم. مع انخفاض الضغط المطلوب، يمكن تقليل حجم وعدد البراغي وفقًا لذلك، وبالتالي يكون التصميم النهائي صغيرًا وخفيفًا (70% إلى 80% أخف وزنًا من وزن الفلنجات التقليدية). لذلك ، فإن نوع شفة اللحام المسطحة المصنوعة من الفولاذ المقاوم للصدأ من الفولاذ المقاوم للصدأ هو منتج شفة عالي الجودة نسبيًا ، مما يقلل من الجودة والمساحة ، ويلعب دورًا مهمًا في الاستخدام الصناعي.
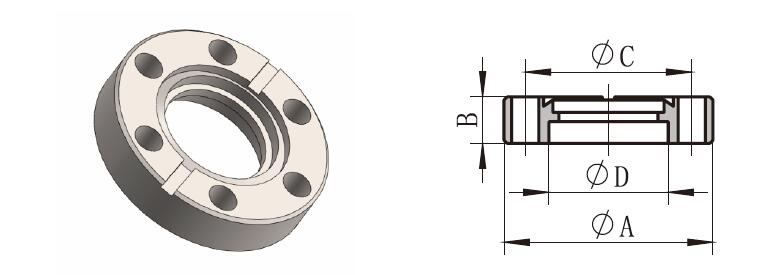
المعلمات التقنية لشفة اللحام المسطحة المصنوعة من الفولاذ المقاوم للصدأ
- القطر الخارجي لشفة الفولاذ المقاوم للصدأ: 75 مم -2190 مم
- قطر الدائرة المركزية لدائرة ثقب البرغي: 50 مم - 2130 مم
- قطر فتحة البرغي: 11 مم - 30 مم
- عدد فتحات المسامير: 4-48
- الخيط: M10-M27
- سُمك الحافة: 12 مم - 58 مم
- القطر الخارجي للأنبوب: أ (17.2-2032 مم) ب (14-2020 مم)
- القطر الداخلي للشفة أ (18-2036 مم) ب (15-2024 مم)
- الوزن النظري للشفة: 0.36 كجم - 234.6 كجم (DN1800)
- الخامة: A105، 20#، Q235، 16Mn، 304، 304 ، 304L، 316, 316L, 321
- معايير الإنتاج: HG/T20592-2009، GB/T9119-2000، SH3406-1996، JB/T81-1994، DIN 2573، DIN 2576، EN1092-1
اسم المنتج: شفة اللحام المسطحة اللوحية
ضغط العمل: PN0.25 ميجا باسكال، PN0.6 ميجا باسكال، PN1.0 ميجا باسكال، PN1.6 ميجا باسكال، PN2.5 ميجا باسكال
فئة المنتج: شفة صفيحة كاملة المستوى (FF)، شفة صفيحة مرتفعة (RF)
مواد التصنيع: 304 316 304 316 304L 316L 326L 321 2025Q23516MN وهلم جرا.
شكل التوصيل: لحام من جانب واحد، وصلة صامولة على الوجهين.
ميزات المنتج: مظهر جميل، وسطح أملس، ومقاومة للأحماض والقلويات، ومقاومة للتآكل، وأداء قوي للملمس.

3. طريقة تزوير شفة اللحام المسطحة المصنوعة من الفولاذ المقاوم للصدأ
لحام مسطح الفولاذ المقاوم للصدأ المسطح الشفاه يمكن تقسيمها إلى التشكيل الحر، والتشكيل بالقالب الحر، والتشكيل بالقالب الحر، والتشكيل بالقالب المغلق، والتشكيل بالقالب المغلق، والتشكيل بالقالب المغلق. تتميز عمليات التشكيل بالقالب المغلق والتشكيل بالقالب المغلق باستخدام مواد عالية لعدم وجود وميض. من الممكن إكمال تشطيب المطروقات المعقدة بعملية واحدة أو عدة عمليات. ونظرًا لعدم وجود وميض، يتم تقليل المساحة الحاملة للقوة في التشكيل، كما يتم تقليل الحمل المطلوب. ومع ذلك، تجدر الإشارة إلى أن الفراغات لا يمكن تقييدها بالكامل. ولهذا السبب، يجب التحكم في حجم الفراغات بشكل صارم، ويجب التحكم في الموضع النسبي لقوالب التشكيل وقياس المطروقات، ويجب بذل الجهود للحد من تآكل قوالب التشكيل.
وفقًا لوضع حركة قالب التزوير، يمكن تقسيم التزوير إلى درفلة متأرجحة، درفلة دوارة متأرجحة، درفلة دوارة، درفلة دوارة، درفلة إسفينية متقاطعة، درفلة حلقية ودرفلة متقاطعة. يمكن أيضًا معالجة الدرفلة بالبندول والدوران الدوار بالبندول والدرفلة الحلقية عن طريق التشكيل الدقيق. من أجل تحسين معدل استخدام المواد، يمكن استخدام التشكيل بالدلفنة والدرفلة المتقاطعة كمعالجة ما قبل المعالجة للمواد النحيلة. التشكيل الدوارة، مثل التشكيل الحر، يتم تشكيلها جزئيًا أيضًا. ميزتها هي أنه يمكن تشكيلها حتى عندما تكون قوة الحدادة أصغر مقارنة بحجم التشكيل. في طريقة التشكيل هذه، بما في ذلك التشكيل الحر، تتمدد المادة من محيط سطح القالب إلى السطح الحر أثناء المعالجة. لذلك، من الصعب ضمان الدقة. ولذلك، يمكن التحكم في اتجاه حركة قالب التشكيل وعملية التشكيل بواسطة الكمبيوتر. يمكن لقوة التشكيل في الشركة الحصول على منتجات ذات أشكال معقدة ودقة عالية. على سبيل المثال ، إنتاج المطروقات مثل شفرات التوربينات البخارية مع مجموعة واسعة من الأصناف والأحجام الكبيرة.
عندما تتجاوز درجة الحرارة 300-400 درجة مئوية (المنطقة الهشة الزرقاء من الفولاذ) وتصل إلى 700-800 درجة مئوية، ستنخفض مقاومة التشوه بشكل حاد وستتحسن طاقة التشوه بشكل كبير. وفقًا للتشكيل الذي يتم إجراؤه في مناطق درجات الحرارة المختلفة، وفقًا لجودة التشكيل المختلفة ومتطلبات عملية التشكيل، يمكن تقسيمها إلى ثلاث مناطق درجة حرارة التشكيل: التشكيل على البارد، والتزوير الدافئ، والتزوير الساخن والتزوير الساخن. في الأصل، لا يوجد حد صارم لتقسيم منطقة درجة الحرارة هذه. وبصفة عامة، يسمى التشكيل في منطقة درجة الحرارة مع إعادة التبلور بالتشكيل على الساخن، ويسمى التشكيل بدون تسخين في درجة حرارة الغرفة بالتشكيل على البارد.
عند التشكيل عند درجة حرارة منخفضة، يتغير حجم التشكيل قليلاً. تزوير أقل من 700 درجة مئوية، هناك القليل من تشكيل مقياس الأكسيد، ولا يوجد إزالة الكربنة على سطح شفة الفولاذ المقاوم للصدأ. ولذلك، طالما أن طاقة التشوه تقع ضمن نطاق طاقة التشكيل، فإن التشكيل على البارد يسهل الحصول على دقة أبعاد جيدة وتشطيب السطح. طالما أن درجة الحرارة والتبريد بالتشحيم يتم التحكم فيهما بشكل جيد، فإن التشكيل الدافئ تحت 700 درجة مئوية يمكن أن يحصل أيضًا على دقة جيدة. أثناء التشكيل على الساخن، يمكن تشكيل المطروقات الكبيرة ذات الأشكال المعقدة بسبب طاقة التشوه الصغيرة ومقاومة التشوه. للحصول على مطروقات ذات دقة أبعاد عالية، يمكن استخدام الطرق الساخنة في نطاق درجة حرارة 900-1000 درجة مئوية. بالإضافة إلى ذلك، انتبه إلى تحسين بيئة العمل للتزوير على الساخن. تزوير عمر القالب (تزوير القوالب (تزوير ساخن 2-5 آلاف، تزوير دافئ من 10000 إلى 20000، تزوير بارد من 20000 إلى 50000) أقصر من التشكيل في نطاقات درجات الحرارة الأخرى، ولكن لديها درجة كبيرة من الحرية والتكلفة المنخفضة.
يتعرض الفراغ للتشوه والتصلب أثناء التشكيل على البارد، مما يجعل قالب التشكيل يتحمل الأحمال العالية. لذلك، من الضروري استخدام قالب تزوير عالي القوة وطريقة معالجة غشاء التشحيم الصلب لمنع التآكل والالتصاق. بالإضافة إلى ذلك، من أجل منع حدوث تشققات في القالب الفارغ، يتم إجراء التلدين الوسيط عند الضرورة لضمان قابلية التشوه المطلوبة. من أجل الحفاظ على حالة تزييت جيدة، يمكن فوسفرة الفراغ. في المعالجة المستمرة للقضبان وقضبان الأسلاك، لا يمكن تشحيم القسم في الوقت الحاضر، وتجري دراسة إمكانية استخدام طرق التزييت بالفوسفات.
مراجع ذات صلة:
تركيبات أنابيب الفولاذ المقاوم للصدأ
طريقة توصيل تركيب أنابيب الفولاذ المقاوم للصدأ
مواصفات ومواصفات أنابيب الصلب والتجهيزات الفولاذية ISO
مواصفات ومواصفات أنابيب الصلب DIN أنابيب الصلب والتجهيزات
مواصفات ومواصفات مواسير الأنابيب والتركيبات BS
معيار تجهيزات أنابيب الأنابيب JIS
المواصفات القياسية ASTM للأنابيب الميكانيكية للأنابيب الإنشائية الميكانيكية
تجهيزات أنابيب الفولاذ المقاوم للصدأ الأوستنيتي المطاوع ASTM A403
تجهيزات شفة ضغط الاختبار الهيدروستاتيكي
ASTM مواصفات المواد ASTM تركيب شفة الصمام المصبوب شفة الصب الصمام
المواصفات القياسية لصمام ASTM للصمامات
معيار DIN 1686 - المواصفة القياسية للتفاوت العام للمسبوكات الخشنة
جدول مقارنة المواد DIN 1691 1693 و DIN EN 1561
جدول التفاوت المسموح به ISO
تفاوتات ISO للمثبتات
التفاوتات المسموح بها وفقًا للمواصفة القياسية ISO 9445 للشريط المدرفل على البارد الضيق والعريض
التفاوتات المسموح بها وفقًا للمواصفة القياسية ISO 9444 على الشريط المدرفل على الساخن المدلفن باستمرار
مواصفات ومواصفات أنابيب الصلب والتجهيزات الفولاذية ISO
التفاوتات المسموح بها وفقًا لمعيار ISO 18286 صفيحة كوارتو من الفولاذ المقاوم للصدأ المدرفلة على الساخن