|
|
|
Avoid PWHT Post Weld Heat Treatment
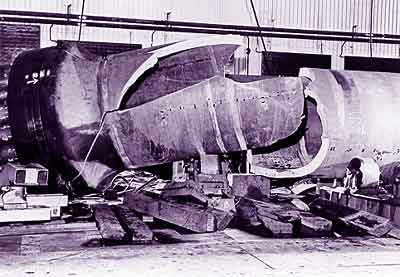
The below picture is about a new pressure vessel that failed during its hydrostatic test. The vessel had been stress relieved, but some parts of it did not reach the required temperature and consequently did not experience adequate tempering. This coupled with a small hydrogen crack, was sufficient to cause catastrophic failure under test conditions. It is therefore important when considering PWHT or its avoidance, to ensure that all possible failure modes and their consequences are carefully considered before any action is taken.
The post weld heat treatment of welded steel fabrications is normally carried out to reduce the risk of brittle fracture by: -
- Reducing residual Stress. These stresses are created when a weld cools and its contraction is restricted by the bulk of the material surrounding it. Weld distortion occurs when these stresses exceed the yield point. Finite element modelling of residual stresses is now possible, so that the complete welding sequence of a joint or repair can be modelled to predict and minimise these stresses.
- Tempering the weld and HAZ microstructure. The microstructure, particularly in the HAZ, can be hardened by rapid cooling of the weld. This is a major problem for low and medium alloy steels containing chrome and any other constituent that slow the austenite/ferrite transformation down, as this will result in hardening of the micro structure, even at slow cooling rates.
The risk of brittle fracture can be assessed by fracture mechanics. Assuming worst-case scenarios for all the relevant variables. It is then possible to predict if PWHT is required to make the fabrication safe. However, the analysis requires accurate measurement of HAZ toughness, which is not easy because of the HAZ’s small size and varying properties. Some approximation is possible from impact tests, providing the notch is taken from the point of lowest toughness.
If PWHT is to be avoided, stress concentration effects such as: - backing bars, partial penetration welds, and internal defects in the weld and poor surface profile, should be avoided. Good surface and volumetric NDT is essential. Preheat may still be required to avoid hydrogen cracking and a post weld hydrogen release may also be beneficial in this respect (holding the fabrication at a temperature of around 250C for at least 2 hours, immediately after welding).
Nickel based consumables can often reduce or remove the need for preheat, but their effect on the parent metal HAZ will be no different from that created by any other consumable, except that the HAZ may be slightly narrower. However, nickel based welds, like most austenitic stainless steel, can make ultrasonic inspection very difficult.
Further reduction in the risk of brittle fracture can be achieved by refining the HAZ microstructure using special temper bead welding techniques.
Related References:
1. Welding Process and Letter Designations
2. Welding Stainless Steel to other Steel
3. Welding and Post Fabrication Cleaning for Construction and Architectural Application
4. Welded Stainless Steel Pipe
5. Post weld cleaning and finishing of stainless steel
6. Avoid PWHT Post Weld Heat Treatment
7. Fume Associated With Welding Stainless Steel
8. Avoiding Distortion During Welding Stainless Steel
9. Design Strength of Welded Connections
10. Processes for Welding Stainless Steel
11. Brazing Stainless Steel
12. Soldering Stainless Steel
13. Welding Stainless Steel
14. Selection of Welding Consumables Filler
15. Selection of Welding Consumable for Welding Stainless Steel
16. Filler Metals For Welding Stainless Steel
17. Schaeffler and Delong Diagrams for Predicting Ferrite Levels
18. Welding Properties of Stainless Steel
|
|
|
