
Аустенитная нержавеющая сталь
Аустенитные | Мартенситная | Ферритные | Дуплекс | Супердуплекс | Супераустенит | Суперферритный | Осадочное упрочнение
Аустенитная нержавеющая сталь доминирует на рынке. В эту группу входят очень распространенные AISI 304 и AISI 316 сталь, а также более высоколегированные AISI 310S и ASTM N08904 / 904L
Аустенитная сталь характеризуется высоким содержанием аустенитообразователей, особенно никель. Они также легируются хромом, молибденом и иногда медью, титан, ниобий и азот. Легирование азотом повышает предел текучести сталей.
Аустенитная нержавеющая сталь имеет очень широкий спектр применения, например, в химической и пищевой промышленности. Сталь без молибдена также имеет очень хорошие высокотемпературные Поэтому они используются в печах и теплообменниках. Их хорошая ударная прочность при низких температурах часто используется в таких устройствах, как сосуды для криогенных жидкостей.
Аустенитные нержавеющая сталь не может быть закалена термическая обработка. Обычно они поставляются в закалка–отжиг Это означает, что они мягкие и хорошо поддаются формовке.
Холодная обработка увеличивает их твердость и прочности. Поэтому некоторые марки стали поставляются в холоднотянутом или твердокатаном состоянии. Аустенитные Нержавеющая сталь обладает высокой пластичностью, низкой предел текучести и относительно высоким пределом прочности прочность на разрывПо сравнению с обычной углеродистой сталью.
Углеродистая сталь при охлаждении превращается в Аустенит в смесь феррита и цементита. В трубах из аустенитной нержавеющей стали высокое содержание хрома и никеля подавляет это превращение, сохраняя материал полностью аустенитным при охлаждении (никель поддерживает аустенитную фазу при охлаждении, а хром замедляет превращение, так что полностью аустенитная структура может быть достигнута при использовании только 8% никеля).
Термическая обработка и термический цикл, вызванный сваркой, оказывают незначительное влияние на механические свойства. Однако прочность и твердость могут быть увеличены за счет холодная обработкачто также снижает пластичность. Полный отжиг в растворе (нагрев до температуры около 1045°C с последующей закалкой или быстрым охлаждением) вернет материал в исходное состояние, устранив сегрегацию сплава, сенсибилизацию, сигма-фазу и восстановив пластичность после холодной обработки. К сожалению, при быстром охлаждении вновь возникают остаточные напряжения, которые могут достигать предела текучести. Деформация может также возникнуть, если объект не поддерживается должным образом в процессе отжига.
Аустенитная сталь не подвержена водородному растрескиванию, поэтому предварительный подогрев требуется редко, разве что для снижения риска возникновения усадочных напряжений в толстых секциях. После сварки термическая обработка требуется редко, так как этот материал обладает высокой устойчивостью к хрупкому разрушению; в некоторых случаях для уменьшения риска разрушения производится снятие напряжения. коррозионное растрескивание под напряжениемОднако это может вызвать сенсибилизацию, если не использовать стабилизированный сорт (ограниченное снятие напряжения может быть достигнуто с помощью низкого температура около 450°C ). Сравнительная таблица аустенитной нержавеющей стали и супераустенитной нержавеющей стали

| Китай GB | Унифицированный цифровой код ISO | ASTM / ASME Класс | Код UNS | Код EN | Компания Коммерческий класс |
| 06Cr19Ni10 | S30408 | 304 | S30400 | 1.4301 | – |
| 07Cr19Ni10 | S30409 | 304H | S30409 | 1.4948 | – |
| 022Cr19Ni10 | S30403 | 304L | S30403 | 1.4307 | – |
| 022Cr19Ni10N | S30453 | 304LN | S30453 | 1.4311 | – |
| – | – | Супер304 | S30432 | – | Super304H (NSSMC) |
| 06Cr18Ni11Ti | S32168 | 321 | S32100 | 1.4541 | – |
| 07Cr18Ni11Ti | S32169 | 321H | S32109 | 1.494 | – |
| 06Cr17Ni12Mo2 | S31608 | 316 | S31600 | 1.4401 | – |
| 022Cr17Ni12Mo2 | S31603 | 316L | S31603 | 1.4404 | – |
| 022Cr17Ni12Mo2N | S31653 | 316LN | S31653 | 1.4406 | – |
| 06Cr17Ni12Mo3Ti | S31668 | 316Ti | S31635 | 1.4571 | – |
| 00Cr17Ni14Mo2 | 316LMoD/316LUG | S31603 | 1.4435 | – | |
| 022Cr19Ni13Mo3 | S31703 | 317L | S31703 | 1.4438 | – |
| 022Cr19Ni16Mo5N | S31723 | 317LMN | S31725 | 1.4439 | – |
| 06Cr25Ni20 | S31008 | 310S | S31008 | 1.4845 | – |
| 00Cr19Ni11 | – | 304L | S30403 | 1.4307 | 3RE12 (Sandvik) |
| – | – | 310L | S31002 | 1.4335 | 2RE10 (Sandvik) |
| 20Cr25Ni20 | S31020 | 310H | S31009 | 1.4821 | |
| 16Cr25Ni20Si2 | S38340 | 314 | – | 1.4841 | |
| 022Cr25Ni22Mo2N | S31053 | 310MoLN | S31050 | 1.4466 | 2RE69 (Sandvik) |
| – | – | 310HCbN | S31042 | – | HR3C(NSSMC) |
| 07Cr18Ni11Nb | S34749 | 347H | S34709 | 1.4942 | – |
| – | – | 347HFG | S34710 | – | – |
| 015Cr21Ni26M5Cu2 | S31782 | 904L | N08904 | 1.4539 | 2RK65 (Sandvik) |
| 015Cr20Ni18Mo6CuN | S31252 | S31254 | S31254 | 1.4547 | 254SMO (Sandvik) |
| 00Cr20Ni24Mo6N | – | N08367 | N08367 | – | AL6XN, AL6XN plus (ATI) |
| 00Cr21Ni25Mo6CuN | – | N08926 | N08926 | 1.4529 | – |
| 015Cr24Ni22Mo8Mn3CuN | S32652 | S32654 | S32654 | 1.4652 | 654SMO(Outokumpu) |
| 00Cr22Ni27Mo7CuN | – | S31277 | S31277 | – | – |
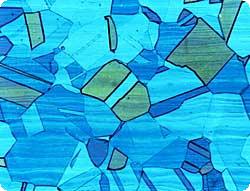 |
| На изображении показана микроструктура аустенитной нержавеющей стали. |
Металлографическое испытание - Металлографическое испытание
Отчет о металлографических испытаниях
Аустенитные стали имеют атомную структуру F.C.C., которая обеспечивает больше плоскостей для движения дислокаций, что в сочетании с низким содержанием интерстициальных элементов (элементов, запирающих цепочку дислокаций) обеспечивает этому материалу хорошую пластичность. Это также объясняет, почему у этого материала нет четко определенного предела текучести, и поэтому его предел текучести всегда выражается в виде пробного напряжения. Аустенитные стали обладают превосходной вязкостью вплоть до истинного абсолютного значения (-273°C), без резкого перехода от вязкости к хрупкости.
Этот материал обладает хорошей коррозионной стойкостью, но в определенных условиях может возникнуть довольно сильная коррозия. Правильный выбор сварочного материала и техники сварки может иметь решающее значение, поскольку металл шва может корродировать сильнее, чем основной материал.
Вероятно, самой большой причиной выхода из строя напорных установок из нержавеющей стали является коррозионное растрескивание под напряжением (S.C.C). Этот вид коррозии образует глубокие трещины в материале и вызывается присутствием хлоридов в технологической жидкости или греющей воде/паре (необходима хорошая водоподготовка), при температуре выше 50°C, когда материал подвергается растягивающему напряжению (это напряжение включает остаточное напряжение, которое может достигать предела текучести). Значительное увеличение содержания никеля, а также молибдена снизит риск.
Нержавеющая сталь имеет очень тонкую и устойчивую оксидную пленку, богатую хромом. При повреждении эта пленка быстро восстанавливается в результате реакции с атмосферой. Если труба из нержавеющей стали недостаточно защищена от воздействия атмосферы во время сварки или подвергается очень сильной шлифовке, образуется очень толстый оксидный слой. Этот толстый оксидный слой, отличающийся синим оттенком, будет иметь под собой слой обедненного хрома, что ухудшит коррозионную стойкость. Оксидная пленка и обедненный слой должны быть удалены либо механически (рекомендуется шлифовка с мелкой зернистостью, проволочная щетка и дробеструйная обработка будут менее эффективны), либо химически (кислотное травление смесью азотной и фтористоводородной кислоты). После очистки поверхность можно химически пассивировать для повышения коррозионной стойкости (пассивация уменьшает анодную реакцию, участвующую в процессе коррозии).
Инструменты из углеродистой стали, а также опоры или даже искры от шлифовки углеродистой стали могут впечатать осколки в поверхность трубы из нержавеющей стали. Эти фрагменты могут заржаветь, если их увлажнить. Поэтому рекомендуется выполнять работы по изготовлению труб из нержавеющей стали в отдельном специально отведенном месте и по возможности использовать специальные инструменты из нержавеющей стали.
Если любая часть нержавеющей стали нагревается в диапазоне от 500 до 800 градусов в течение разумного времени, существует риск, что хром образует карбиды хрома (соединения, образующиеся с углеродом) с любым углеродом, присутствующим в стали. Это уменьшает количество хрома, доступного для создания пассивной пленки, и приводит к преимущественной коррозии, которая может быть очень сильной. Это часто называют сенсибилизацией. Поэтому при сварке нержавеющей стали рекомендуется использовать низкий уровень нагрева и ограничивать максимальную температуру межпроходного шва примерно 175°, хотя сенсибилизация современных низкоуглеродистых марок маловероятна, если не нагревать их в течение длительного времени. Небольшое количество титана (321) или ниобий (347), добавляемый для стабилизации материала, препятствует образованию карбидов хрома.
Для сопротивления окислению и ползучести используются высокоуглеродистые сорта, такие как 304H или 316H часто используются. Их повышенная стойкость к ползучести объясняется наличием карбидов и несколько более крупным размером зерна, связанным с более высокими температурами отжига. Поскольку повышенное содержание углерода неизбежно приводит к сенсибилизации, может возникнуть риск коррозии во время остановки предприятия, поэтому предпочтительнее использовать стабилизированные марки, такие как 347H.
Прочность аустенитной нержавеющей стали при затвердевании может быть серьезно снижена из-за небольшого количества примесей, таких как сера и фосфор, что в сочетании с высоким коэффициентом расширения материала может привести к серьезным проблемам с растрескиванием при затвердевании. Большинство 304 Сплавы этого типа предназначены для первоначального затвердевания в виде дельта-феррита, обладающего высокой растворимостью серы, который при дальнейшем охлаждении превращается в аустенит. В результате образуется аустенитный материал, содержащий крошечные участки остаточного дельта-феррита, поэтому он не является настоящим аустенитом в строгом смысле этого слова. Присадочный металл часто содержит дополнительные добавки дельта-феррита, чтобы обеспечить сварные швы без трещин.
Дельта-феррит может превратиться в очень хрупкую фазу, называемую сигма, при длительном нагреве выше 550°C (может занять несколько тысяч часов, в зависимости от уровня хрома. Дуплексная нержавеющая сталь может образовать сигма-фазу всего через несколько минут при этой температуре)
Очень высокий коэффициент расширения этого материала означает, что сварочные деформации могут быть довольно сильными. Я видел, как толстые кольцевые фланцы на сосудах под давлением после сварки скручивались до такой степени, что уплотнение жидкостью становилось невозможным. Термические напряжения - еще одна серьезная проблема, связанная с нержавеющая сталь; преждевременное разрушение может произойти на установках, работающих под давлением, нагреваемых рубашкой или катушками, прикрепленными к холодному везелу. Этот материал обладает плохой теплопроводностью, поэтому требуется меньший сварочный ток (обычно на 25% меньше, чем для углеродистой стали) и можно допустить более узкую подготовку шва. Можно успешно использовать все распространенные процессы сварки, однако высокая скорость осаждения, связанная с SAW, может вызвать растрескивание при затвердевании и, возможно, сенсибилизацию, если не принять соответствующих мер предосторожности.
Для обеспечения хорошей коррозионной стойкости корня шва он должен быть защищен от атмосферы защитным слоем инертного газа во время сварки и последующего охлаждения. Газовый щит должен удерживаться вокруг корня шва подходящей плотиной, которая должна обеспечивать непрерывный поток газа через эту зону. Сварка не должна начинаться до тех пор, пока не пройдет достаточно времени, чтобы объем продувочного газа, проходящего через плотину, был равен как минимум 6-кратному объему, содержащемуся в плотине (EN1011, часть 3, рекомендации 10). После завершения продувки скорость потока продувочного газа следует уменьшить, чтобы он создавал лишь небольшое положительное давление, достаточное для исключения воздуха. Если требуется хорошая коррозионная стойкость корня, уровень кислорода в плотине не должен превышать 0,1% (1000 ppm); для экстремальной коррозионной стойкости этот показатель должен быть снижен до 0,015% (150 ppm). В качестве поддерживающего газа обычно используется аргон или гелий; азот часто используется в качестве экономичной альтернативы, когда коррозионная стойкость не является критичной, лучше использовать нитрогрунт + гелий 10%. Существует широкий спектр патентованных паст и подкладочных материалов, которые можно использовать для защиты корня вместо газового экрана. В некоторых случаях, когда коррозия и коксование оксидов корня шва не важны, например, при изготовлении крупных воздуховодов из нержавеющей стали, газовая подложка не используется.
Содержание углерода:
304L Низкоуглеродистая, обычно 0,03% Макс.
304 Марка среднего углерода, обычно 0,08% Макс.
304H Высокоуглеродистая, обычно до 0,1%
Чем выше содержание углерода, тем выше предел текучести. (Отсюда преимущество использования стабилизированных сортов по длине).
Типичное содержание сплава
| 304 316 316Ti 320 321 347 308 309 | (18-20Cr, 8-12Ni) (16-18Cr, 10-14Ni + 2-3Mo) (316 с добавлением титана) (То же, что и 316Ti) (17-19Cr, 9-12Ni + титан) (17-19Cr, 9-13Ni + ниобий) (19-22Cr, 9-11Ni) (22-24Cr, 12-15Ni) | 304 + молибден 304 + молибден + титан – 304 + Титан 304 + ниобий 304 + экстра 2%Cr 304 + Extra 4%Cr + 4% Ni |
Все вышеперечисленные марки нержавеющей стали являются базовыми вариантами 304. Все они легко свариваются и имеют соответствующие расходные материалы, за исключением 304, которая сваривается с 308 или 316, 321 сваривается с 347 (титан плохо переносит дугу), а 316Ti обычно сваривается с 318.
Молибден оказывает такое же влияние на микроструктуру, как и хром, за исключением того, что он лучше противостоит точечной коррозии. Поэтому для 316-й стали требуется меньше хрома, чем для 304-й.
| 310 | (24-26Cr,19-22Ni) | Истинный аустенит. Этот материал не превращается в феррит при охлаждении и, следовательно, не содержит дельта-феррита. Он не подвержен сигма-фазовому охрупчиванию, но может быть сложным для сварки. |
| 904L | (20Cr, 25Ni, 4.5Mo) | Супер аустенитный Или никелевый сплав. Превосходный коррозия сопротивления при условии, что они сварены аккуратно, с низкой тепловой нагрузкой (рекомендуется менее 1 кДж/мм) и быстрой скоростью движения без переплетений. Каждый этап сварки не следует начинать до тех пор, пока температура металла не упадет ниже 100°C. Маловероятно, что будет достигнуто равномерное распределение сплава по всему шву (сегрегация), поэтому этот материал следует либо сваривать с чрезмерно легированным расходным материалом, таким как 625, либо отжигать в растворе после сварки, если максимальная коррозионная стойкость требуется. |
Похожие ссылки:
Аустенитная нержавеющая сталь
Супераустенитная нержавеющая сталь
Типы марок аустенитной нержавеющей стали
Аустенитная нержавеющая сталь для деревянного крепежа
Магнитные свойства аустенитной нержавеющей стали
Сравнительная таблица марок аустенитной нержавеющей стали
Поверхностное упрочнение аустенитной нержавеющей стали азотом
Влияние состава и термообработки аустенитной стали
Сравнение прочности и уязвимости аустенитной и дуплексной стали
Термическая обработка аустенитной нержавеющей стали для снятия напряжений
Измерение механизма упрочнения аустенитной стали
Влияние состава на магнитную проницаемость аустенитной стали
Влияние холодной обработки и термообработки аустенитной нержавеющей стали