
Характеристики, технические параметры и методы ковки плоских приварных фланцев из нержавеющей стали
На ранней стадии деформации поковки плоских приварных фланцев из нержавеющей стали, поскольку пористая преформа легко деформируется, сила деформации мала, а плотность быстро увеличивается. На более поздней стадии штамповочной деформации, из-за закрытия большинства пор, сопротивление деформации увеличивается, и сила деформации, необходимая для устранения остаточных пор, быстро возрастает. Сопротивление деформации тесно связано с температурой деформации. Более высокая температура деформации способствует уплотнению и снижает сопротивление деформации. Более высокая скорость деформации также способствует уплотнению плоских приварных фланцев из нержавеющей стали.
Процесс ковки плоских приварных фланцев из нержавеющей стали имеет более жесткие требования к оборудованию, чем традиционная штамповка, а характеристики перемещения пуансона должны соответствовать характеристикам деформации и уплотнения заготовки. Время контакта заготовки с пресс-формой должно быть как можно меньше. Кузнечный пресс должен обладать хорошей жесткостью, а подвижная балка и поршень должны иметь хорошую точность направления, чтобы обеспечить точность ковки. Поэтому для ковки плоских приварных фланцев из нержавеющей стали обычно выбирают механические прессы, такие как прессы для коленчатых валов, или фрикционные прессы с более высокой точностью.
Особенности плоского приварного фланца из нержавеющей стали
Плоские приварные фланцы из нержавеющей стали не только экономят место и вес, но и, что более важно, гарантируют отсутствие протечек и хорошую герметичность соединений. Причина уменьшения размера компактного фланца из нержавеющей стали кроется в уменьшении диаметра уплотнения, что уменьшает поперечное сечение уплотнительной поверхности. Во-вторых, прокладка фланца была заменена уплотнительным кольцом, чтобы обеспечить соответствие уплотнительной поверхности. По мере уменьшения требуемого давления размер и количество болтов могут быть соответственно уменьшены, поэтому конечная конструкция получается небольшой и легкой (на 70% - 80% легче, чем вес традиционных фланцев). Таким образом, плоский приварной фланец из нержавеющей стали является относительно высококачественным фланцевым продуктом, который уменьшает качество и пространство, и играет важную роль в промышленном использовании.
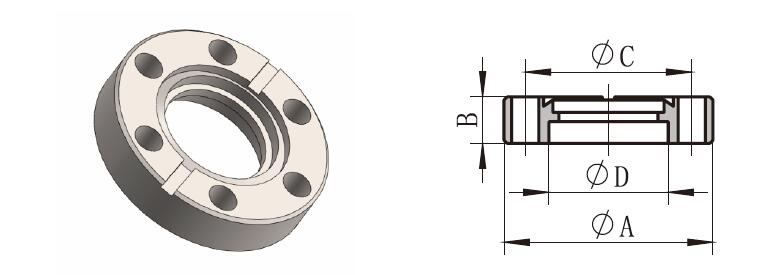
Технические параметры плоского приварного фланца из нержавеющей стали
- Внешний диаметр фланца из нержавеющей стали: 75мм-2190мм
- Диаметр центральной окружности отверстия под болт: 50 мм - 2130 мм
- Диаметр отверстия под болт: 11 мм - 30 мм
- Количество отверстий для болтов: 4-48
- Нить: M10-M27
- Толщина фланца: 12 мм - 58 мм
- Внешний диаметр трубки: A (17.2-2032 ММ) B (14-2020 ММ)
- Внутренний диаметр фланца: A (18-2036 ММ) B (15-2024 ММ)
- Теоретический вес фланца: 0,36 кг - 234,6 кг (DN1800)
- Материал: A105, 20#, Q235, 16Mn, 304, 304L, 316, 316L, 321
- Стандарты производства: HG/T20592-2009, GB/T9119-2000, SH3406-1996, JB/T81-1994, DIN 2573, DIN 2576, EN1092-1
Название продукта: фланец заварки плиты плоский
Рабочее давление: PN0.25MPa, PN0.6MPa, PN1.0MPa, PN1.6MPa, PN2.5MPa
Категория продукции: Фланец с полноплоскостной пластиной (FF), фланец с рельефной пластиной (RF)
Материалы изготовления: 304 316 304L 316L 321 2025Q23516MN и так далее.
Форма соединения: односторонняя сварка, двустороннее гаечное соединение.
Особенности продукта: красивый внешний вид, гладкая поверхность, устойчивость к кислотам и щелочам, антикоррозийная стойкость и сильные текстурные характеристики.

3. метод ковки плоского приварного фланца из нержавеющей стали
Ковка плоской сварки из нержавеющей стали фланцы можно разделить на свободную ковку, штамповку, экструзию, ковку в штампе, закрытую ковку в штампе и закрытую штамповку. Закрытая штамповка и закрытая высадка отличаются высоким коэффициентом использования материала из-за отсутствия вспышки. Отделка сложных поковок может быть выполнена как одним, так и несколькими способами. Благодаря отсутствию вспышки уменьшается площадь силового воздействия поковки, а также снижается необходимая нагрузка. Однако следует отметить, что заготовки не могут быть полностью ограничены. Поэтому необходимо строго контролировать объем заготовок, контролировать взаимное расположение ковочных штампов и измерение поковки, а также прилагать усилия для уменьшения износа ковочных штампов.
В соответствии с режимом движения ковочного штампа, ковка может быть разделена на маятниковую прокатку, маятниковую поворотную ковку, валковую ковку, поперечную клиновую прокатку, кольцевую прокатку и поперечную прокатку. Маятниковая прокатка, маятниковая поворотная ковка и кольцевая прокатка также могут быть обработаны методом точной ковки. Для того чтобы повысить коэффициент использования материалов, ковка валков и поперечная прокатка могут использоваться в качестве предварительной обработки тонких материалов. Ротационная ковка, как и свободная ковка, также частично формируется. Ее преимущество заключается в том, что она может быть сформирована даже тогда, когда усилие ковки меньше размера поковки. При этом методе ковки, включая свободную ковку, материал в процессе обработки расширяется от близости к поверхности штампа до свободной поверхности. Поэтому трудно обеспечить точность. Поэтому направление движения ковочного штампа и процесс свивки могут контролироваться компьютером. Кузнечные силы компании могут получать изделия сложной формы и высокой точности. Например, производство поковок, таких как лопатки паровых турбин, с широким диапазоном разновидностей и большими размерами.
Когда температура превышает 300-400°C (синяя хрупкая зона стали) и достигает 700-800°C, сопротивление деформации резко снижается, а энергия деформации значительно повышается. В соответствии с ковкой, выполняемой в различных температурных областях, в зависимости от качества ковки и требований к процессу ковки, она может быть разделена на три температурные области формования: холодная ковка, теплая ковка и горячая ковка. Изначально не существует строгих ограничений для разделения этих температурных зон. Вообще говоря, ковка в температурной зоне с рекристаллизацией называется горячей ковкой, а ковка без нагрева при комнатной температуре - холодной ковкой.
При ковке при низкой температуре размер поковки изменяется незначительно. При ковке при температуре ниже 700°C образуется мало оксидной окалины, а на поверхности фланца из нержавеющей стали не образуется обезуглероживание. Поэтому, пока энергия деформации находится в пределах диапазона энергии формования, холодная ковка легко обеспечивает хорошую точность размеров и чистоту поверхности. При условии хорошего контроля температуры и охлаждения смазки теплая ковка при температуре ниже 700°C также может обеспечить хорошую точность. При горячей ковке можно ковать крупные поковки сложной формы благодаря малой энергии деформации и сопротивлению деформации. Чтобы получить поковки с высокой точностью размеров, горячую ковку можно использовать в температурном диапазоне 900-1000°C. Кроме того, следует обратить внимание на улучшение условий работы при горячей ковке. Срок службы ковочного штампа (горячая ковка 2-5 тысяч, теплая ковка 10 000-20 000, холодная ковка 20 000-50 000) короче, чем при ковке в других температурных диапазонах, но он имеет большую степень свободы и низкую стоимость.
В процессе холодной ковки заготовка подвергается деформации и закалке, в результате чего ковочный штамп должен выдерживать большие нагрузки. Поэтому необходимо использовать высокопрочный ковочный штамп и метод обработки твердой смазочной пленкой для предотвращения износа и адгезии. Кроме того, для предотвращения образования трещин в заготовке при необходимости проводится промежуточный отжиг для обеспечения требуемой деформативности. Для поддержания хорошего состояния смазки заготовка может быть фосфатирована. При непрерывной обработке прутков и катанки в настоящее время смазывание профиля невозможно, поэтому изучается возможность использования фосфатирующих методов смазки.
Похожие ссылки:
Трубные фитинги из нержавеющей стали
Способ соединения фитингов для труб из нержавеющей стали
Стандарты и спецификации ISO для стальных труб и фитингов
DIN Стальные трубы и фитинги Стандарты и спецификации
Стандарты и спецификации BS для труб и фитингов
Стандарт JIS для трубных фитингов
Стандартная спецификация ASTM на конструкционные трубы для механических труб
ASTM A403 Кованые фитинги из аустенитной нержавеющей стали для трубопроводов
Фланцевые фитинги для гидростатических испытаний
ASTM Спецификация материала Фитинг Фланец Литой Ковка Клапан
Стандартная спецификация клапанов ASTM
DIN 1686 - Стандарт на общие допуски для чернового литья
Сравнительная таблица материалов DIN 1691 1693 и DIN EN 1561
Таблица допусков ISO
Допуски ISO для крепежа
Допуски по ISO 9445 Холоднокатаная узкая и широкая полоса
Допуски по ISO 9444 на непрерывно прокатываемую горячекатаную полосу
Стандарты и спецификации ISO для стальных труб и фитингов
Допуски на горячекатаный лист кварто из нержавеющей стали по ISO 18286