
الفولاذ المقاوم للصدأ الأوستنيتي
أوستنيتي | مرتنزيتي | حديدي | دوبلكس | سوبر دوبلكس | سوبر أوستنيتي | سوبرفيريتيك | تصلب الترسيب
الفولاذ الأوستنيتي المقاوم للصدأ هو السائد في السوق. وتشمل المجموعة AISI الشائع جدًا 304 و AISI 316 الفولاذ، ولكن أيضًا سبائك AISI الأعلى سبيكة 310S و ASTM N08904 / 904L
يتميز الفولاذ الأوستنيتي باحتوائه على نسبة عالية من مُكوِّنات الأوستينيت، خاصةً النيكل. وتُخلط أيضًا بالكروم والموليبدينوم وأحيانًا بالنحاس, تيتانيوموالنيوبيوم والنيوبيوم والنيتروجين. تزيد السبائك بالنيتروجين من قوة خضوع الفولاذ.
يحتوي الفولاذ الأوستنيتي المقاوم للصدأ على مجموعة واسعة جدًا من التطبيقات، على سبيل المثال في الصناعة الكيميائية وصناعة تجهيز الأغذية. كما أن الفولاذ الخالي من الموليبدينوم يتمتع أيضًا بمزايا جيدة جدًا درجة حرارة عالية ولذلك تُستخدم في الأفران والمبادلات الحرارية. وغالبًا ما يتم استغلال قوة صدماتها الجيدة في درجات الحرارة المنخفضة في أجهزة مثل أوعية السوائل المبردة.
أوستنيتي الفولاذ المقاوم للصدأ لا يمكن تقويتها بواسطة المعالجة الحرارية. يتم توفيرها عادةً في التبريد–التلدين مما يعني أنها لينة وقابلة للتشكيل بشكل كبير.
يزيد العمل على البارد من الصلابة والقوة. ولذلك يتم توفير بعض درجات الفولاذ في حالة التمدد على البارد أو المدرفلة على البارد. أوستنيتي يتميز الفولاذ المقاوم للصدأ بليونة عالية ومنخفضة قوة الخضوع ونهائية عالية نسبيًا قوة الشدعند مقارنته بالفولاذ الكربوني النموذجي.
يتحول الفولاذ الكربوني عند التبريد من أوستنيت إلى خليط من الفريت والأسمنتيت. مع أنابيب الفولاذ الأوستنيتي غير القابل للصدأ الأوستنيتي، يعمل المحتوى العالي من الكروم والنيكل على كبح هذا التحول مما يحافظ على المادة الأوستنيتية بالكامل عند التبريد (يحافظ النيكل على مرحلة الأوستينيت عند التبريد ويبطئ الكروم من التحول بحيث يمكن تحقيق بنية أوستنيتية بالكامل باستخدام نيكل 8% فقط).
المعالجة الحرارية والدورة الحرارية الناتجة عن اللحام، لها تأثير ضئيل على الخواص الميكانيكية. ومع ذلك يمكن زيادة القوة والصلابة عن طريق العمل على الباردمما يقلل أيضًا من الليونة. سيعيد التلدين بالمحلول الكامل (التسخين إلى حوالي 1045 درجة مئوية متبوعًا بالتبريد أو التبريد السريع) المادة إلى حالتها الأصلية، مما يزيل فصل السبيكة والتوعية ومرحلة سيجما واستعادة الليونة بعد الشغل على البارد. لسوء الحظ، سيؤدي التبريد السريع إلى إعادة إنتاج الضغوط المتبقية، والتي يمكن أن تكون عالية مثل نقطة الخضوع. ويمكن أن يحدث تشويه أيضًا إذا لم يتم دعم الجسم بشكل صحيح أثناء عملية التلدين.
الفولاذ الأوستنيتي غير قابل للتشقق الهيدروجيني، وبالتالي نادرًا ما يكون التسخين المسبق مطلوبًا، إلا لتقليل مخاطر انكماش الإجهادات في المقاطع السميكة. ما بعد اللحام المعالجة الحرارية نادرًا ما يكون مطلوبًا لأن هذه المادة تتميز بمقاومة عالية للكسر الهش؛ وأحيانًا ما يتم إجراء تخفيف الإجهاد لتقليل خطر التشقق الناتج عن التآكل الإجهادي، ولكن من المحتمل أن يتسبب ذلك في حدوث حساسية ما لم يتم استخدام درجة مستقرة (يمكن تحقيق تخفيف محدود للإجهاد باستخدام درجة الحرارة حوالي 450 درجة مئوية). مخطط مقارنة بين الفولاذ المقاوم للصدأ الأوستنيتي/الفولاذ المقاوم للصدأ الأوستنيتي الفائق

| الصين GB | الرمز الرقمي الموحد ISO | درجة ASTM / ASME | كود UNS | كود EN | شركة تجارية من الدرجة التجارية |
| 06Cr19Ni10 | S30408 | 304 | S30400 | 1.4301 | – |
| 07Cr19Ni10 | S30409 | 304H | S30409 | 1.4948 | – |
| 022Cr19Ni10 | S30403 | 304L | S30403 | 1.4307 | – |
| 022Cr19Ni10N | S30453 | 304LN | S30453 | 1.4311 | – |
| – | – | سوبر 304 | S30432 | – | Super304H(NSSMC) |
| 06Cr18Ni11Ti 06Cr18Ni11Ti | S32168 | 321 | S32100 | 1.4541 | – |
| 07Cr18Ni11Ti 07Cr18Ni11Ti | S32169 | 321H | S32109 | 1.494 | – |
| 06Cr17Ni12Mo2 | S31608 | 316 | S31600 | 1.4401 | – |
| 022Cr17Ni12Mo2 | S31603 | 316L | S31603 | 1.4404 | – |
| 022Cr17Ni12Mo2N | S31653 | 316LN | S31653 | 1.4406 | – |
| 06Cr17Cr17Ni12Mo3Ti | S31668 | 316Ti | S31635 | 1.4571 | – |
| 00Cr17Cr17Ni14Mo2 | 316LMoD/316LUG | S31603 | 1.4435 | – | |
| 022Cr19Ni13Mo3 | S31703 | 317L | S31703 | 1.4438 | – |
| 022Cr19Ni16Mo5N | S31723 | 317 ل م ن | S31725 | 1.4439 | – |
| 06Cr25Ni20 | S31008 | 310S | S31008 | 1.4845 | – |
| 00Cr19Ni11 | – | 304L | S30403 | 1.4307 | 3RE12 (ساندفيك) |
| – | – | 310L | S31002 | 1.4335 | 2RE10 (ساندفيك) |
| 20Cr25Ni20 | S31020 | 310H | S31009 | 1.4821 | |
| 16Cr25Ni25Ni20Si2 | S38340 | 314 | – | 1.4841 | |
| 022Cr25Cr25Ni22Mo2N | S31053 | 310مولن | S31050 | 1.4466 | 2RE69 (ساندفيك) |
| – | – | 310HCbN | S31042 | – | HR3C(NSSMC) |
| 07Cr18Cr18Ni11Nb | S34749 | 347H | S34709 | 1.4942 | – |
| – | – | 347HFG | S34710 | – | – |
| 015Cr21Ni26M5Cu2 | S31782 | 904L | N08904 | 1.4539 | 2RK65 (ساندفيك) |
| 015Cr20Ni18Mo6CuN | S31252 | S31254 | S31254 | 1.4547 | 254SMO(ساندفيك) |
| 00Cr20Cr20Ni24Mo6N | – | N08367 | N08367 | – | AL6XN، AL6XN plus (ATI) |
| 00Cr21Cr21Ni25Mo6CuN | – | N08926 | N08926 | 1.4529 | – |
| 015Cr24Ni22Mo8Mn8Mn3CuN | S32652 | S32654 | S32654 | 1.4652 | 654SMO (أوتوكومبو) |
| 00Cr22Cr22Ni27Mo7CuN | – | S31277 | S31277 | – | – |
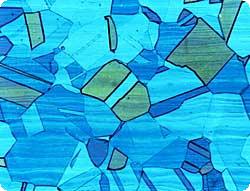 |
| تُظهر الصورة البنية المجهرية للفولاذ الأوستنيتي المقاوم للصدأ. |
اختبار فحص المعادن - اختبار فحص المعادن
تقرير اختبار فحص المعادن
يحتوي الفولاذ الأوستنيتي على بنية ذرية F.C.C التي توفر المزيد من المستويات لتدفق الخلعات، بالإضافة إلى انخفاض مستوى العناصر البينية (العناصر التي تقفل سلسلة الخلع)، مما يعطي هذه المادة ليونة جيدة. وهذا ما يفسر أيضًا سبب عدم وجود نقطة خضوع محددة بوضوح لهذه المادة، ولهذا السبب يتم التعبير عن إجهاد الخضوع دائمًا كإجهاد إثبات. ويتمتع الفولاذ الأوستنيتي بصلابة ممتازة حتى درجة الصلابة المطلقة الحقيقية (-273 درجة مئوية)، مع عدم وجود انتقال حاد من الليونة إلى الهشاشة.
تتمتع هذه المادة بمقاومة جيدة للتآكل، ولكن يمكن أن يحدث تآكل شديد للغاية في بيئات معينة. يمكن أن يكون الاختيار الصحيح لمواد اللحام المستهلكة وتقنية اللحام أمرًا حاسمًا لأن معدن اللحام يمكن أن يتآكل أكثر من المادة الأصلية.
ربما يكون أكبر سبب للفشل في منشأة الضغط المصنوعة من الفولاذ المقاوم للصدأ هو التآكل الإجهادي (S.C.C). ويشكل هذا النوع من التآكل شقوقًا عميقة في المادة وينجم عن وجود كلوريدات في سائل العملية أو ماء/بخار التسخين (المعالجة الجيدة للمياه ضرورية)، عند درجة حرارة أعلى من 50 درجة مئوية، عندما تتعرض المادة لإجهاد الشد (يشمل هذا الإجهاد الإجهاد الإجهاد المتبقي الذي قد يصل إلى نقطة الخضوع في الحجم). ستقلل الزيادات الكبيرة في النيكل والموليبدينوم أيضًا من المخاطر.
يحتوي الفولاذ المقاوم للصدأ على طبقة أكسيد رقيقة وثابتة للغاية غنية بالكروم. تتصلح هذه الطبقة بسرعة عن طريق التفاعل مع الغلاف الجوي في حالة تلفها. إذا لم يكن أنبوب الفولاذ المقاوم للصدأ محميًا بشكل كافٍ من الغلاف الجوي أثناء اللحام أو كان عرضة لعمليات طحن ثقيلة جدًا، ستتكون طبقة أكسيد سميكة جدًا. طبقة الأكسيد السميكة هذه، التي تتميز بلونها الأزرق، ستحتوي على طبقة مستنفدة من الكروم تحتها، مما يضعف مقاومة التآكل. يجب إزالة كل من طبقة الأكسيد والطبقة المستنفدة، إما ميكانيكيًا (يوصى بالطحن بحبيبات ناعمة، وسيكون للتنظيف بالفرشاة السلكية والسفع بالخردق تأثير أقل)، أو كيميائيًا (مخلل حمضي بمزيج من حمض النيتريك وحمض الهيدروفلوريك). بمجرد التنظيف، يمكن تخميل السطح كيميائيًا لتعزيز مقاومة التآكل، (يقلل التخميل من التفاعل الأنودي المتضمن في عملية التآكل).
يمكن للأدوات المصنوعة من الفولاذ الكربوني أو الدعامات أو حتى الشرر الناتج عن طحن الفولاذ الكربوني أن يدمج شظايا في سطح أنبوب الفولاذ المقاوم للصدأ. يمكن أن تصدأ هذه الشظايا بعد ذلك إذا تم ترطيبها. لذلك يوصى بأن يتم تصنيع الفولاذ المقاوم للصدأ في منطقة مخصصة منفصلة واستخدام أدوات خاصة من الفولاذ المقاوم للصدأ حيثما أمكن.
إذا تم تسخين أي جزء من الفولاذ المقاوم للصدأ في نطاق 500 درجة إلى 800 درجة لأي وقت معقول، فهناك خطر أن يشكل الكروم كربيدات الكروم (مركب يتكون مع الكربون) مع أي كربون موجود في الفولاذ. وهذا يقلل من الكروم المتاح لتوفير طبقة سلبية ويؤدي إلى تآكل تفضيلي، والذي يمكن أن يكون شديدًا. وغالباً ما يشار إلى ذلك باسم التحسس. لذلك يُنصح عند لحام الفولاذ المقاوم للصدأ باستخدام مدخلات حرارة منخفضة وتقييد درجة الحرارة القصوى للتداخل إلى حوالي 175 درجة، على الرغم من أن التحسس في الدرجات الحديثة منخفضة الكربون غير محتمل ما لم يتم تسخينها لفترات طويلة. كميات صغيرة من التيتانيوم (321) أو النيوبيوم (347) المضافة لتثبيت المادة ستمنع تكوين كربيدات الكروم.
لمقاومة الأكسدة والزحف درجات الكربون العالية مثل 304H أو 316H غالبًا ما تُستخدم. وترتبط مقاومتها المحسنة للزحف بوجود الكربيدات وحجم الحبيبات الأكثر خشونة قليلاً المرتبطة بدرجات حرارة التلدين الأعلى. ولأن المحتوى العالي من الكربون يؤدي حتماً إلى التحسّس، قد يكون هناك خطر التآكل أثناء إيقاف تشغيل المصنع، ولهذا السبب قد يفضل استخدام الدرجات المستقرة مثل 347H.
يمكن أن تضعف قوة التصلب للفولاذ الأوستنيتي المقاوم للصدأ بشكل خطير بسبب الإضافات الصغيرة من الشوائب مثل الكبريت والفوسفور، ويمكن أن يتسبب ذلك إلى جانب ارتفاع معامل التمدد في حدوث مشاكل خطيرة في التشقق الناتج عن التصلب. معظم 304 صُممت السبائك من النوع الذي يتصلب في البداية على شكل دلتا فريت الذي يتميز بقابلية ذوبان عالية للكبريت، ويتحول إلى أوستينيت عند زيادة التبريد. ينتج عن ذلك مادة أوستنيتيّة تحتوي على بقع صغيرة من الفريت الدلتا المتبقي، وبالتالي فهي ليست أوستنيتيّة بالمعنى الدقيق للكلمة. وغالبًا ما يحتوي معدن الحشو على إضافات أخرى من فريت دلتا لضمان خلو اللحامات من التشققات.
يمكن أن يتحول الفريت الدلتا إلى طور هش للغاية يسمى سيجما، إذا تم تسخينه فوق 550 درجة مئوية لفترات طويلة جدًا (قد يستغرق عدة آلاف من الساعات، اعتمادًا على مستوى الكروم. يمكن أن يشكّل الفولاذ المقاوم للصدأ المزدوج طور سيجما بعد بضع دقائق فقط عند درجة الحرارة هذه)
إن معامل التمدد المرتفع للغاية المرتبط بهذه المادة يعني أن تشويه اللحام يمكن أن يكون وحشيًا للغاية. لقد رأيت حوافًا حلقية سميكة على أوعية الضغط تلتوي بعد اللحام إلى حد يستحيل معه إحكام إغلاق السوائل. الإجهاد الحراري هو مشكلة رئيسية أخرى مرتبطة بـ الفولاذ المقاوم للصدأ؛ يمكن أن يحدث فشل سابق لأوانه في محطة الضغط المسخّنة بواسطة سترة أو لفائف متصلة بفيصل بارد. تتميز هذه المادة بموصلية حرارية ضعيفة، وبالتالي فإن تيار اللحام أقل مطلوب (عادةً 25% أقل من الفولاذ الكربوني) ويمكن تحمل تحضيرات أضيق للمفصل. يمكن استخدام جميع عمليات اللحام الشائعة بنجاح، إلا أن معدلات الترسيب العالية المرتبطة بـ SAW يمكن أن تسبب تشقق التصلب وربما التحسس، ما لم يتم اتخاذ الاحتياطات الكافية.
لضمان مقاومة جيدة للتآكل لجذر اللحام يجب حمايته من الغلاف الجوي بواسطة درع غاز خامل أثناء اللحام والتبريد اللاحق. يجب احتواء الدرع الغازي حول جذر اللحام بواسطة سد مناسب، والذي يجب أن يسمح بتدفق مستمر للغاز عبر المنطقة. لا ينبغي أن يبدأ اللحام حتى ينقضي وقت كافٍ للسماح بتدفق حجم غاز التطهير المتدفق عبر السد بما لا يقل عن 6 أضعاف الحجم الموجود في السد (توصية EN1011 الجزء 3 رقم 10). بمجرد اكتمال التطهير، يجب تقليل معدل تدفق التطهير بحيث لا يمارس سوى ضغط موجب صغير، يكفي لاستبعاد الهواء. إذا كانت المقاومة الجيدة للتآكل في الجذر مطلوبة يجب ألا يتجاوز مستوى الأكسجين في السد 0.1% (1000 جزء في المليون)؛ لمقاومة التآكل القصوى يجب تخفيض هذا المستوى إلى 0.015% (150 جزء في المليون). وعادةً ما تكون الغازات الداعمة هي الأرجون أو الهيليوم؛ وغالباً ما يستخدم النيتروجين كبديل اقتصادي حيث لا تكون مقاومة التآكل حرجة، ويكون النيتروجين + 10% الهيليوم أفضل. تتوفر مجموعة متنوعة من المعاجين ومواد الدعم الخاصة التي يمكن استخدامها لحماية الجذر بدلاً من الدرع الغازي. في بعض الاستخدامات التي لا يكون فيها التآكل وفحم الأكسيد لجذر اللحام مهمًا، مثل أنابيب الفولاذ المقاوم للصدأ الكبيرة، لا يتم استخدام أي دعم بالغاز.
محتوى الكربون:
304L درجة منخفضة الكربون، عادةً 0.03% كحد أقصى
304 كربون متوسط الرتبة، عادةً 0.08% كحد أقصى
304H درجة كربون عالية، عادةً ما يصل إلى 0.1%
كلما زاد محتوى الكربون زادت قوة الخضوع. (ومن هنا تأتي ميزة الطول في استخدام الدرجات المستقرة)
محتوى السبيكة النموذجي
| 304 316 316Ti 320 321 347 308 309 | (18-20Cr، 8-12 نيوتن) (16-18Cr، 10-14Ni + 2-3Mo) (316 مع إضافة التيتانيوم) (مثل 316Ti) (17-19Cr، 9-12 نيوتن + تيتانيوم) (17-19Cr، 9-13 نيوتن + نيوبيوم) (19-22Cr، 9-11 نيوتن) (22-24 كرون، 12-15 نيوتن) | 304 + موليبدينوم 304 + موليبدينوم 304 + مولي + تيتانيوم 304 + مولي + تيتانيوم – 304 + تيتانيوم 304 + نيوبيوم 304 304 + إضافي 2%CR 2%CR 304 + إضافي 4%CR + 4% ني |
جميع رتب الفولاذ المقاوم للصدأ المذكورة أعلاه هي أشكال أساسية من 304. وجميعها قابلة للحام بسهولة وجميعها تحتوي على مواد استهلاكية مطابقة، باستثناء 304 التي يتم لحامها مع 308 أو 316، و321 يتم لحامها مع 347 (لا يتم نقل التيتانيوم بسهولة عبر القوس) و316Ti عادةً مع 318.
الموليبدينوم له نفس التأثير على البنية المجهرية مثل الكروم، إلا أنه يعطي مقاومة أفضل للتآكل النقر. ولذلك يحتاج السبيكة 316 إلى كروم أقل من السبيكة 304.
| 310 | (24-26 كرون، 19-22 نيوتن) | أوستنيتي حقيقي. لا تتحول هذه المادة إلى فريت عند التبريد وبالتالي لا تحتوي على فريت دلتا. لن تعاني من التقصف في طور سيجما ولكن قد يكون من الصعب لحامها. |
| 904L | (20Cr، 25Ni، 4.5Mo) | أوستنيتي فائق أو سبيكة النيكل. متفوقة التآكل المقاومة شريطة أن يتم لحامها بعناية مع مدخلات حرارة منخفضة (أقل من 1 كيلو جول/مم موصى به) وسرعات انتقال سريعة دون أي تموج. يجب عدم بدء كل عملية لحام حتى تنخفض درجة حرارة المعدن إلى أقل من 100 درجة مئوية. من غير المحتمل أن يتم تحقيق توزيع موحد للسبيكة في جميع أنحاء اللحام (الفصل)، لذلك يجب لحام هذه المادة إما باستخدام سبيكة مستهلكة مفرطة السبائك مثل 625 أو محلول ملدن بعد اللحام، إذا كان الحد الأقصى مقاومة التآكل مطلوب. |
مراجع ذات صلة:
الفولاذ المقاوم للصدأ الأوستنيتي
الفولاذ المقاوم للصدأ فوق الأوستنيتي
أنواع درجات الفولاذ المقاوم للصدأ الأوستنيتي
الفولاذ الأوستنيتي المقاوم للصدأ للتثبيتات الخشبية
الخواص المغناطيسية للفولاذ المقاوم للصدأ الأوستنيتي
جدول مقارنة درجات الفولاذ المقاوم للصدأ الأوستنيتي
التصلب السطحي للفولاذ المقاوم للصدأ الأوستنيتي بالنيتروجين
تأثير تركيبة الصلب الأوستنيتي والمعالجة الحرارية
مقارنة قوة الفولاذ الأوستنيتي والصلب المزدوج والضعيف
المعالجة الحرارية لتخفيف الإجهاد للفولاذ المقاوم للصدأ الأوستنيتي
قياس آلية عمل الصلب الأوستنيتي المتصلب بالعمل
تأثير التركيب النفاذية المغناطيسية للصلب الأوستنيتي
تأثير الشغل على البارد والمعالجة الحرارية للفولاذ المقاوم للصدأ الأوستنيتي