
Eigenschaften, technische Parameter und Schmiedeverfahren von flachen Schweißflanschen aus Edelstahl
In der Anfangsphase der Schmiedeverformung von geschweißten Flanschen aus rostfreiem Stahl ist die Verformungskraft gering, da die poröse Vorform leicht zu verformen ist, und die Dichte nimmt schnell zu. In der späteren Phase der Schmiedeumformung, wenn die meisten Poren geschlossen sind, nimmt der Verformungswiderstand zu, und die zur Beseitigung der Restporen erforderliche Verformungskraft steigt schnell an. Der Verformungswiderstand steht in engem Zusammenhang mit der Verformungstemperatur. Eine höhere Verformungstemperatur begünstigt die Verdichtung und verringert den Verformungswiderstand. Eine höhere Verformungsgeschwindigkeit begünstigt auch die Kompaktheit von flachgeschweißten Flanschen aus Edelstahl.
Das Schmieden von geschweißten Flanschen aus rostfreiem Stahl stellt höhere Anforderungen an die Ausrüstung als das traditionelle Gesenkschmieden, und die Verdrängungseigenschaften des Stempels müssen mit den Verformungs- und Verdichtungseigenschaften der Vorform übereinstimmen. Die Kontaktzeit zwischen dem Rohling und der Form sollte so kurz wie möglich sein. Die Schmiedepresse muss eine gute Steifigkeit aufweisen, und der bewegliche Balken und der Kolben müssen eine gute Führungsgenauigkeit haben, um die Genauigkeit des Schmiedens zu gewährleisten. Daher werden für das Schmieden von geschweißten Flanschen aus rostfreiem Stahl in der Regel mechanische Pressen wie Kurbelwellenpressen oder Reibungspressen mit höherer Präzision gewählt.
Merkmale von Edelstahl-Flachschweißflanschen
Flache geschweißte Flansche aus Edelstahl sparen nicht nur Platz und Gewicht, sondern gewährleisten auch, dass die Verbindungen nicht undicht werden und eine gute Dichtungsleistung aufweisen. Der Grund, warum die Größe des kompakten Edelstahlflansches reduziert ist, liegt in der Verringerung des Durchmessers der Dichtung, wodurch der Querschnitt der Dichtungsfläche verringert wird. Zweitens wurde die Flanschdichtung durch einen Dichtungsring ersetzt, um sicherzustellen, dass die Dichtfläche mit der Dichtfläche übereinstimmt. Da der erforderliche Druck abnimmt, können die Größe und die Anzahl der Schrauben entsprechend reduziert werden, so dass die endgültige Konstruktion klein und leicht ist (70% bis 80% leichter als das Gewicht herkömmlicher Flansche). Daher ist der Edelstahl-Flachschweißflansch ein relativ hochwertiges Flanschprodukt, das die Qualität und den Platzbedarf reduziert und eine wichtige Rolle im industriellen Einsatz spielt.
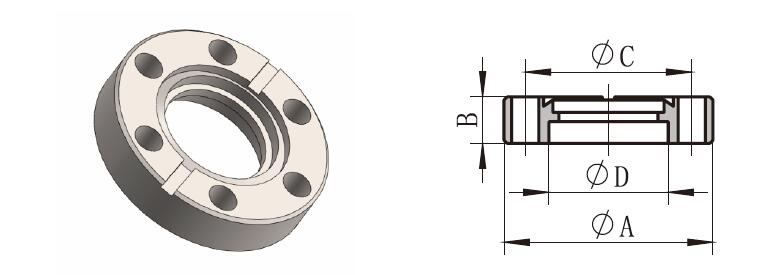
Technische Parameter von Edelstahl-Flachschweißflanschen
- Außendurchmesser des Flansches aus rostfreiem Stahl: 75mm-2190mm
- Der Durchmesser des Mittelkreises des Bolzenlochs: 50mm--2130mm
- Durchmesser der Bolzenlöcher: 11mm-30mm
- Anzahl der Schraubenlöcher: 4-48
- Thema: M10-M27
- Flanschdicke: 12mm-58mm
- Außendurchmesser der Rohre: A(17.2-2032MM) B(14-2020MM)
- Flansch-Innendurchmesser: A (18-2036MM) B (15-2024MM)
- Theoretisches Gewicht des Flansches: 0,36kg-234,6kg (DN1800)
- Material: A105, 20#, Q235, 16Mn, 304, 304L, 316, 316L, 321
- Produktionsnormen: HG/T20592-2009, GB/T9119-2000, SH3406-1996, JB/T81-1994, DIN 2573, DIN 2576, EN1092-1
Produktname: Blechflachschweißflansch
Arbeitsdruck: PN0.25MPa, PN0.6MPa, PN1.0MPa, PN1.6MPa, PN2.5MPa
Produktkategorie: Vollflächiger Plattenflansch (FF), erhöhter Plattenflansch (RF)
Herstellung von Materialien: 304 316 304L 316L 321 2025Q23516MN und so weiter.
Verbindungsform: einseitige Schweißung, beidseitige Mutterverbindung.
Produktmerkmale: schönes Aussehen, glatte Oberfläche, Säure- und Alkalibeständigkeit, Korrosionsbeständigkeit und starke Texturleistung.

3. die Schmiedemethode von Edelstahl-Flachschweißflanschen
Das Schmieden von Edelstahl-Flachschweißen Flansche lassen sich in Freiformschmieden, Stauchen, Strangpressen, Gesenkschmieden, Gesenkschmieden und Stauchen unterteilen. Geschlossenes Gesenkschmieden und geschlossenes Stauchen haben eine hohe Materialausnutzung, da es keinen Grat gibt. Es ist möglich, die Endbearbeitung komplexer Schmiedestücke mit einem oder mehreren Verfahren durchzuführen. Da es keinen Grat gibt, wird die krafttragende Fläche des Schmiedestücks reduziert und die erforderliche Belastung verringert sich ebenfalls. Es ist jedoch zu beachten, dass die Rohlinge nicht vollständig begrenzt werden können. Aus diesem Grund sollte das Volumen der Rohlinge streng kontrolliert werden, die relative Position der Schmiedegesenke und die Abmessung der Schmiedestücke sollten kontrolliert werden, und es sollten Anstrengungen unternommen werden, um den Verschleiß der Schmiedegesenke zu verringern.
Je nach Bewegungsart des Schmiedegesenks kann das Schmieden in Pendelwalzen, Pendeldrehschmieden, Walzschmieden, Querkeilwalzen, Ringwalzen und Querwalzen unterteilt werden. Auch Pendelwalzen, Pendelrotationsschmieden und Ringwalzen können durch Präzisionsschmieden bearbeitet werden. Um die Auslastung der Werkstoffe zu verbessern, können das Walzschmieden und das Querwalzen als Vorverfahren für schlanke Werkstoffe eingesetzt werden. Das Rotationsschmieden ist, wie das Freiformschmieden, ebenfalls teilumgeformt. Sein Vorteil besteht darin, dass es auch dann umgeformt werden kann, wenn die Schmiedekraft im Vergleich zur Größe des Schmiedestücks geringer ist. Bei diesem Schmiedeverfahren, einschließlich des Freiformschmiedens, dehnt sich das Material während der Bearbeitung von der Umgebung der Gesenkoberfläche zur freien Oberfläche aus. Daher ist es schwierig, die Genauigkeit zu gewährleisten. Daher können die Bewegungsrichtung des Schmiedegesenks und der Schmiedevorgang von einem Computer gesteuert werden. Die Schmiedekräfte des Unternehmens können Produkte mit komplexen Formen und hoher Präzision herstellen. Zum Beispiel die Herstellung von Schmiedeteilen wie Dampfturbinenschaufeln mit einer breiten Palette von Sorten und großen Größen.
Wenn die Temperatur 300-400°C übersteigt (blaue, spröde Zone des Stahls) und 700-800°C erreicht, nimmt die Verformungsbeständigkeit stark ab und die Verformungsenergie wird stark erhöht. Entsprechend der unterschiedlichen Schmiedequalität und den Anforderungen an den Schmiedeprozess kann das Schmieden in drei Temperaturbereiche unterteilt werden: Kaltschmieden, Warmschmieden und Warmschmieden. Ursprünglich gibt es keine strenge Grenze für die Einteilung dieser Temperaturbereiche. Im Allgemeinen wird das Schmieden in einer Temperaturzone mit Rekristallisation als Warmschmieden bezeichnet, und das Schmieden ohne Erwärmung bei Raumtemperatur wird als Kaltschmieden bezeichnet.
Beim Schmieden bei niedrigen Temperaturen ändert sich die Größe des Schmiedeteils nur wenig. Bei einer Schmiedetemperatur von weniger als 700 °C bildet sich nur wenig Oxidhaut, und die Oberfläche des Edelstahlflansches wird nicht entkohlt. Solange die Verformungsenergie im Bereich der Umformungsenergie liegt, lassen sich durch Kaltschmieden leicht gute Maßhaltigkeit und Oberflächengüte erzielen. Solange die Temperatur und die Schmiermittelkühlung gut kontrolliert werden, kann auch beim Warmschmieden unter 700°C eine gute Genauigkeit erzielt werden. Beim Warmschmieden können aufgrund der geringen Verformungsenergie und des geringen Verformungswiderstands große Schmiedeteile mit komplexen Formen geschmiedet werden. Um Schmiedestücke mit hoher Maßgenauigkeit zu erhalten, kann das Warmschmieden im Temperaturbereich von 900-1000°C eingesetzt werden. Darüber hinaus ist auf die Verbesserung der Arbeitsumgebung beim Warmschmieden zu achten. Die Lebensdauer der Schmiedegesenke (Warmschmieden 2-5 Tausend, Warmschmieden 10.000 bis 20.000, Kaltschmieden 20.000 bis 50.000) ist kürzer als beim Schmieden in anderen Temperaturbereichen, aber sie hat einen großen Freiheitsgrad und niedrige Kosten.
Der Rohling wird während des Kaltschmiedens verformt und kaltverfestigt, wodurch das Schmiedegesenk hohen Belastungen ausgesetzt ist. Daher ist es notwendig, ein hochfestes Schmiedegesenk und eine Hartschmierfilm-Behandlungsmethode zu verwenden, um Verschleiß und Adhäsion zu verhindern. Um Risse im Rohling zu vermeiden, wird außerdem bei Bedarf eine Zwischenglühung durchgeführt, um die erforderliche Verformbarkeit zu gewährleisten. Um einen guten Schmierzustand zu erhalten, kann der Rohling phosphatiert werden. Bei der kontinuierlichen Verarbeitung von Stabstahl und Walzdraht kann der Abschnitt derzeit nicht geschmiert werden, und die Möglichkeit des Einsatzes von Phosphatierschmierverfahren wird derzeit untersucht.
Verwandte Referenzen:
Rohrverschraubung aus Edelstahl
Edelstahl-Rohrverschraubungen Verbindungsmethode
ISO-Norm und Spezifikationen für Stahlrohre und Fittings
DIN-Stahlrohre und Formstücke Norm und Spezifikation
BS Pipe Tube and Fitting Standard und Spezifikation
JIS Rohr Rohrverschraubung Standard
ASTM-Standard-Spezifikation für Konstruktionsrohre Mechanische Rohre
ASTM A403 Rohrverschraubungen aus austenitischem Edelstahl in Knetausführung
Hydrostatische Druckprüfung Flanschverschraubungen
ASTM Material Spezifikation Fitting Flansch Guss Schmieden Ventil
ASTM-Ventil-Standardspezifikation
DIN 1686 - Norm für Grobguß Allgemeintoleranz
Werkstoffvergleichstabelle DIN 1691 1693 und DIN EN 1561
ISO-Toleranztabelle
ISO-Toleranzen für Verbindungselemente
Toleranzen nach ISO 9445 Kaltgewalztes Schmal- und Breitband
Toleranzen nach ISO 9444 ontinuierlich gewalztes warmgewalztes Band
ISO-Norm und Spezifikationen für Stahlrohre und Fittings
Toleranzen nach ISO 18286 für warmgewalztes Quartoblech aus nichtrostendem Stahl