
Características, parámetros técnicos y métodos de forja de las bridas planas soldables de acero inoxidable
En la etapa inicial de la deformación por forja de las bridas planas soldadas de acero inoxidable, debido a que la preforma porosa es fácil de deformar, la fuerza de deformación es pequeña, y la densidad aumenta rápidamente. En la fase posterior de la deformación por forja, debido al cierre de la mayoría de los poros, la resistencia a la deformación aumenta, y la fuerza de deformación necesaria para eliminar los poros residuales aumenta rápidamente. La resistencia a la deformación está estrechamente relacionada con la temperatura de deformación. Una temperatura de deformación más alta favorece la compactación y reduce la resistencia a la deformación. La mayor velocidad de deformación también favorece la compactación de las bridas planas soldadas de acero inoxidable.
El proceso de forja de bridas planas soldadas de acero inoxidable tiene unos requisitos de equipamiento más estrictos que la forja en matriz tradicional, y las características de desplazamiento del punzón deben coincidir con las características de deformación y compactación de la preforma. El tiempo de contacto entre la pieza bruta y el molde debe ser lo más corto posible. La prensa de forja debe tener una buena rigidez, y la viga móvil y el pistón deben tener una buena precisión de guiado para garantizar la exactitud de la forja. Por lo tanto, la forja de bridas planas soldadas de acero inoxidable generalmente elige prensas mecánicas, como prensas de cigüeñal, o prensas de fricción con mayor precisión.
Características de la brida plana de soldadura de acero inoxidable
Las bridas soldadas planas de acero inoxidable no sólo ahorran espacio y peso, sino que, lo que es más importante, garantizan que las juntas no presenten fugas y tengan un buen rendimiento de sellado. La razón por la que se reduce el tamaño de la brida compacta de acero inoxidable se debe a la reducción del diámetro de la junta, lo que reducirá la sección transversal de la superficie de sellado. En segundo lugar, la junta de la brida se ha sustituido por un anillo de estanquidad para garantizar que la superficie de estanquidad coincida con la superficie de sellado. A medida que disminuye la presión requerida, el tamaño y el número de pernos pueden reducirse en consecuencia, por lo que el diseño final es pequeño y ligero (70% a 80% más ligero que el peso de las bridas tradicionales). producto. Por lo tanto, el tipo de brida de soldadura plana de acero inoxidable es un producto de brida relativamente de alta calidad, que reduce la calidad y el espacio, y desempeña un papel importante en el uso industrial.
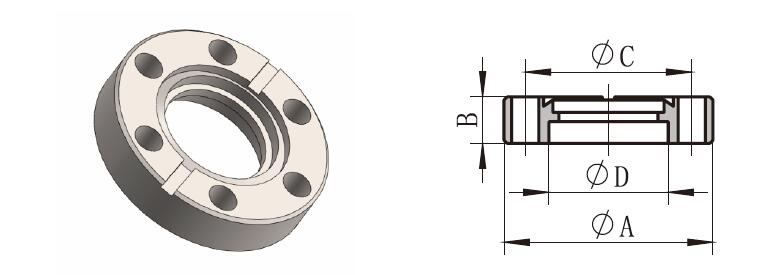
Parámetros técnicos de la brida plana soldable de acero inoxidable
- Diámetro exterior de la brida de acero inoxidable 75mm-2190mm
- El diámetro del círculo central del agujero del perno: 50mm--2130mm
- Diámetro del orificio del tornillo: 11 mm-30 mm
- Número de orificios para tornillos: 4-48
- Rosca: M10-M27
- Grosor de la brida: 12 mm-58 mm
- Diámetro exterior del tubo: A(17,2-2032MM) B(14-2020MM)
- Diámetro interior de la brida: A (18-2036MM) B (15-2024MM)
- Peso teórico de la brida 0,36kg-234,6kg (DN1800)
- Material: A105, 20#, Q235, 16Mn, 304, 304L, 316, 316L, 321
- Normas de producción: HG/T20592-2009, GB/T9119-2000, SH3406-1996, JB/T81-1994, DIN 2573, DIN 2576, EN1092-1
Nombre del producto: brida plana de soldadura
Presión de trabajo: PN0.25MPa, PN0.6MPa, PN1.0MPa, PN1.6MPa, PN2.5MPa
Categoría de productos: Brida de placa plana (FF), brida de placa elevada (RF)
Materiales de fabricación: 304 316 304L 316L 321 2025Q23516MN y así sucesivamente.
Forma de conexión: soldadura unilateral, conexión de tuerca bilateral.
Características del producto: bonito aspecto, superficie lisa, resistencia a ácidos y álcalis, resistencia anticorrosión y gran rendimiento de textura.

3. el método de forja de la brida plana soldable de acero inoxidable
El forjado de soldaduras planas de acero inoxidable bridas pueden dividirse en forja libre, recalcado, extrusión, forja en matriz, forja en matriz cerrada y recalcado cerrado. La forja con matriz cerrada y el recalcado cerrado tienen un alto aprovechamiento del material porque no hay rebaba. Es posible completar el acabado de piezas forjadas complejas con uno o varios procesos. Como no hay rebaba, se reduce el área de soporte de fuerza de la forja y también se reduce la carga requerida. Sin embargo, hay que tener en cuenta que las piezas brutas no pueden restringirse completamente. Por esta razón, se debe controlar estrictamente el volumen de las piezas en bruto, la posición relativa de las matrices de forja y la medida de las piezas forjadas, y se deben realizar esfuerzos para reducir el desgaste de las matrices de forja.
Según el modo de movimiento de la matriz de forja, la forja puede dividirse en laminado pendular, forjado pendular giratorio, forjado de rodillo, laminado de cuña transversal, laminado de anillo y laminado transversal. El laminado pendular, el laminado giratorio pendular y el laminado anular también pueden procesarse mediante forja de precisión. Con el fin de mejorar la tasa de utilización de los materiales, el forjado de rodillos y el laminado en cruz pueden utilizarse como procesamiento previo de materiales delgados. La forja rotativa, al igual que la forja libre, también se forma parcialmente. Su ventaja es que se puede formar incluso cuando la fuerza de forja es menor en comparación con el tamaño de la forja. En este método de forja, incluida la forja libre, el material se expande desde las proximidades de la superficie de la matriz hasta la superficie libre durante el procesamiento. Por lo tanto, es difícil garantizar la precisión. Por lo tanto, la dirección de movimiento de la matriz de forja y el proceso de estampado pueden ser controlados por un ordenador. La fuerza de forja de la empresa puede obtener productos con formas complejas y alta precisión. Por ejemplo, la producción de piezas forjadas como álabes de turbinas de vapor con una amplia gama de variedades y grandes tamaños.
Cuando la temperatura supera los 300-400°C (zona azul frágil del acero) y alcanza los 700-800°C, la resistencia a la deformación disminuirá bruscamente y la energía de deformación mejorará mucho. Según la forja realizada en diferentes regiones de temperatura, de acuerdo con la diferente calidad de forja y los requisitos del proceso de forja, se puede dividir en tres regiones de temperatura de conformación: forja en frío, forja en caliente y forja en caliente. Originalmente, no existe un límite estricto para la división de esta zona de temperatura. En términos generales, la forja en una zona de temperatura con recristalización se denomina forja en caliente, y la forja sin calentamiento a temperatura ambiente se denomina forja en frío.
Cuando se forja a baja temperatura, el tamaño de la forja cambia poco. Forjando por debajo de 700°C, hay poca formación de cascarilla de óxido, y no hay descarburización en la superficie de la brida de acero inoxidable. Por lo tanto, siempre que la energía de deformación esté dentro del rango de energía de conformado, la forja en frío es fácil de obtener una buena precisión dimensional y acabado superficial. Siempre que la temperatura y el enfriamiento de la lubricación estén bien controlados, la forja en caliente por debajo de 700°C también puede obtener una buena precisión. Durante la forja en caliente, se pueden forjar grandes piezas forjadas con formas complejas debido a la pequeña energía de deformación y a la resistencia a la deformación. Para obtener piezas forjadas con alta precisión dimensional, la forja en caliente puede utilizarse en el rango de temperaturas de 900-1000°C. Además, hay que prestar atención a la mejora del entorno de trabajo de la forja en caliente. La vida de la matriz de forja (forja en caliente 2-5 mil, forja en caliente 10.000 a 20.000, forja en frío 20.000 a 50.000) es más corta que la forja en otros rangos de temperatura, pero tiene un gran grado de libertad y bajo coste .
Durante la forja en frío, la pieza en bruto sufre deformaciones y endurecimiento por deformación, lo que hace que la matriz de forja soporte cargas elevadas. Por lo tanto, es necesario utilizar una matriz de forja de alta resistencia y un método de tratamiento con película lubricante dura para evitar el desgaste y la adherencia. Además, para evitar grietas en la pieza en bruto, se realiza un recocido intermedio cuando es necesario para garantizar la deformabilidad requerida. Para mantener un buen estado de lubricación, la pieza en bruto puede fosfatarse. En la transformación continua de barras y alambrón, actualmente no se puede lubricar la sección, y se está estudiando la posibilidad de utilizar métodos de lubricación por fosfatado.
Referencias relacionadas:
Racores de acero inoxidable
Método de conexión de accesorios de tuberías de acero inoxidable
Normas y especificaciones ISO para tubos y accesorios de acero
Norma y especificación DIN para tubos y accesorios de acero
Norma y especificación BS para tubos y accesorios
Norma JIS para accesorios de tubería
Especificación estándar ASTM para tubería estructural Tubería mecánica
Accesorios de tubería de acero inoxidable austenítico forjado ASTM A403
Accesorios de brida de presión de prueba hidrostática
ASTM Especificación del material Brida de ajuste Válvula de forja fundida
Especificación ASTM para válvulas
DIN 1686 - Norma para la tolerancia general de la fundición en bruto
Tabla de comparación de materiales DIN 1691 1693 y DIN EN 1561
Tabla de tolerancias ISO
Tolerancias ISO para elementos de fijación
Tolerancias según ISO 9445 Banda estrecha y ancha laminada en frío
Tolerancias según ISO 9444 ontinuously Rolled Hot Rolled Strip
Normas y especificaciones ISO para tubos y accesorios de acero
Tolerancias de la chapa cuarto de acero inoxidable laminada en caliente ISO 18286