
Caracteristici, parametri tehnici și metode de forjare a flanșelor plate de sudură din oțel inoxidabil
În stadiul inițial al deformării prin forjare a flanșelor sudate plate din oțel inoxidabil, deoarece preforma poroasă este ușor de deformat, forța de deformare este mică, iar densitatea crește rapid. În etapa ulterioară a formării prin forjare, datorită închiderii majorității porilor, rezistența la deformare crește, iar forța de deformare necesară pentru eliminarea porilor reziduali crește rapid. Rezistența la deformare este strâns legată de temperatura de deformare. O temperatură de deformare mai ridicată favorizează compactarea și reduce rezistența la deformare. Rata de deformare mai mare favorizează, de asemenea, compactitatea flanșelor sudate plate din oțel inoxidabil.
Procesul de forjare a flanșelor sudate plate din oțel inoxidabil are cerințe de echipament mai stricte decât forjarea tradițională a matriței, iar caracteristicile de deplasare ale pumnului trebuie să corespundă deformării și caracteristicilor compacte ale preformei. Timpul de contact dintre semifabricat și matriță trebuie să fie cât mai scurt posibil. Presa de forjare trebuie să aibă o bună rigiditate, iar grinda mobilă și pistonul trebuie să aibă o bună precizie de ghidare pentru a asigura precizia forjării. Prin urmare, forjarea flanșelor sudate plate din oțel inoxidabil alege, în general, prese mecanice, cum ar fi presele pentru arbori cotiți sau presele de fricțiune cu o precizie mai mare.
Caracteristici ale flanșei plate de sudură din oțel inoxidabil
Flanșele sudate plate din oțel inoxidabil nu numai că economisesc spațiu și greutate, dar, mai important, asigură faptul că îmbinările nu vor prezenta scurgeri și au o bună performanță de etanșare. Motivul pentru care dimensiunea flanșei compacte din oțel inoxidabil este redusă se datorează reducerii diametrului garniturii, care va reduce secțiunea transversală a suprafeței de etanșare. În al doilea rând, garnitura flanșei a fost înlocuită cu un inel de etanșare pentru a se asigura că suprafața de etanșare se potrivește cu suprafața de etanșare. Pe măsură ce presiunea necesară scade, dimensiunea și numărul de șuruburi pot fi reduse în consecință, astfel încât designul final este mic și ușor (70% la 80% mai ușor decât greutatea flanșelor tradiționale). produs. Prin urmare, tipul de flanșă de sudură plată din oțel inoxidabil este un produs de flanșă relativ de înaltă calitate, care reduce calitatea și spațiul, și joacă un rol important în utilizarea industrială.
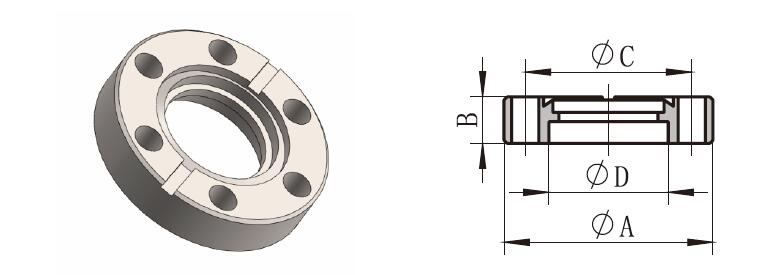
Parametrii tehnici ai flanșei plate de sudură din oțel inoxidabil
- Diametrul exterior al flanșei din oțel inoxidabil: 75mm-2190mm
- Diametrul cercului central al găurii șurubului: 50mm--2130mm
- Diametrul găurii șurubului: 11mm-30mm
- Numărul de găuri pentru șuruburi: 4-48
- Fir: M10-M27
- Grosimea flanșei: 12mm-58mm
- Diametrul exterior al tubului: A(17.2-2032MM) B(14-2020MM)
- Diametrul interior al flanșei: A (18-2036MM) B (15-2024MM)
- Greutatea teoretică a flanșei: 0.36kg-234.6kg (DN1800)
- Material: A105, 20#, Q235, 16Mn, 304, 304L, 316, 316L, 321
- Standarde de producție: HG/T20592-2009, GB/T9119-2000, SH3406-1996, JB/T81-1994, DIN 2573, DIN 2576, EN1092-1
Numele produsului: flanșă de sudură plată
Presiunea de lucru: PN0.25MPa, PN0.6MPa, PN1.0MPa, PN1.6MPa, PN2.5MPa
Categoria de produse: Flanșă de placă cu plan complet (FF), flanșă de placă ridicată (RF)
Materiale de fabricație: 304 316 304L 316L 321 2025Q23516MN și așa mai departe.
Forma de conectare: sudură pe o singură parte, conexiune cu piuliță pe două părți.
Caracteristicile produsului: aspect frumos, suprafață netedă, rezistență la acizi și alcalii, rezistență anticorozivă și performanță puternică a texturii.

3. metoda de forjare a flanșei plate de sudură din oțel inoxidabil
Forjarea sudurii plate din oțel inoxidabil flanșe pot fi împărțite în forjare liberă, răsturnare, extrudare, forjare în matriță, forjare în matriță închisă și răsturnare închisă. Forjarea în matriță închisă și răsturnarea în matriță închisă au o utilizare ridicată a materialului, deoarece nu există scântei. Este posibil să se finalizeze finisarea pieselor forjate complexe cu unul sau mai multe procedee. Deoarece nu există strălucire, suprafața de rezistență a forajului este redusă, iar sarcina necesară este, de asemenea, redusă. Cu toate acestea, trebuie remarcat faptul că eboșele nu pot fi complet limitate. Din acest motiv, volumul semifabricatelor trebuie să fie strict controlat, poziția relativă a matrițelor de forjare și măsurarea pieselor forjate trebuie să fie controlate și trebuie depuse eforturi pentru a reduce uzura matrițelor de forjare.
În funcție de modul de mișcare al matriței de forjare, forjarea poate fi împărțită în laminare oscilantă, forjare oscilantă pivotantă, forjare cu role, laminare cu pană transversală, laminare inelară și laminare transversală. Laminarea pendulară, forjarea pendulară rotativă și laminarea inelară pot fi, de asemenea, prelucrate prin forjare de precizie. Pentru a îmbunătăți rata de utilizare a materialelor, forjarea prin rostogolire și laminarea încrucișată pot fi utilizate ca proces prealabil de prelucrare a materialelor subțiri. Forjarea prin rotație, ca și forjarea liberă, este, de asemenea, parțial formată. Avantajul său este că poate fi format chiar și atunci când forța de forjare este mai mică în comparație cu dimensiunea piesei forjate. În această metodă de forjare, inclusiv forjarea liberă, materialul se extinde din apropierea suprafeței matriței până la suprafața liberă în timpul prelucrării. Prin urmare, este dificil să se asigure precizia. Prin urmare, direcția de mișcare a matriței de forjare și procesul de matrițare pot fi controlate de un computer. Forța de forjare a companiei poate obține produse cu forme complexe și precizie ridicată. De exemplu, producția de piese forjate, cum ar fi lamele turbinei cu abur, cu o gamă largă de varietăți și dimensiuni mari.
Când temperatura depășește 300-400°C (zona albastră fragilă a oțelului) și ajunge la 700-800°C, rezistența la deformare va scădea brusc, iar energia de deformare va fi mult îmbunătățită. În funcție de forjarea efectuată în diferite regiuni de temperatură, în funcție de cerințele diferite privind calitatea forjării și procesul de forjare, aceasta poate fi împărțită în trei regiuni de temperatură de formare: forjare la rece, forjare la cald și forjare la cald. Inițial, nu există o limită strictă pentru divizarea acestei zone de temperatură. În general, forjarea într-o zonă de temperatură cu recristalizare se numește forjare la cald, iar forjarea fără încălzire la temperatura camerei se numește forjare la rece.
La forjarea la temperaturi scăzute, dimensiunea forjării se modifică puțin. Forjarea la o temperatură mai mică de 700 ° C are loc o slabă formare de oxizi și nu există decarburare pe suprafața flanșei din oțel inoxidabil. Prin urmare, atâta timp cât energia de deformare se află în intervalul de energie de formare, forjarea la rece este ușor de obținut o precizie dimensională și un finisaj de suprafață bune. Atâta timp cât temperatura și răcirea lubrifierii sunt bine controlate, forjarea la cald sub 700°C poate obține, de asemenea, o precizie bună. În timpul forjării la cald, pot fi forjate piese forjate mari, cu forme complexe, datorită energiei mici de deformare și rezistenței la deformare. Pentru a obține piese forjate cu precizie dimensională ridicată, forjarea la cald poate fi utilizată în intervalul de temperatură 900-1000°C. În plus, acordați atenție îmbunătățirii mediului de lucru al forjării la cald. Durata de viață a matriței de forjare (forjare la cald 2-5 mii, forjare la cald 10.000-20.000, forjare la rece 20.000-50.000) este mai scurtă decât forjarea în alte intervale de temperatură, dar are un grad mare de libertate și un cost redus .
Fragmentul este supus deformării și întăririi în timpul forjării la rece, ceea ce face ca matrița de forjare să suporte sarcini ridicate. Prin urmare, este necesar să se utilizeze o matriță de forjare cu rezistență ridicată și o metodă de tratare cu peliculă lubrifiantă dură pentru a preveni uzura și aderența. În plus, pentru a preveni apariția fisurilor în semifabricat, se efectuează o recoacere intermediară atunci când este necesar pentru a asigura deformabilitatea necesară. Pentru a menține o stare bună de lubrifiere, semifabricatul poate fi fosfatat. În prelucrarea continuă a barelor și sârmelor, secțiunea nu poate fi lubrifiată în prezent și se studiază posibilitatea de a utiliza metode de lubrifiere prin fosfatare.
Referințe conexe:
Racorduri pentru tuburi din oțel inoxidabil
Metoda de racordare a țevilor din oțel inoxidabil
ISO Țevi din oțel, tuburi și fitinguri Standard și specificații
DIN Țevi de oțel, tuburi și fitinguri Standard și specificații
Standard și specificații pentru țevi, tuburi și fitinguri BS
Standardul JIS de montare a țevilor și tuburilor
Specificație standard ASTM pentru tuburi structurale Tuburi mecanice
ASTM A403 Fitinguri pentru conducte din oțel inoxidabil austenitic forjat
Fitinguri cu flanșă de presiune pentru testare hidrostatică
ASTM Specificații materiale Racord Flanșă Turnare Forjare Valve
Specificație standard ASTM pentru supape
DIN 1686 - Standard pentru toleranța generală la turnarea brută
Tabelul de comparare a materialelor DIN 1691 1693 și DIN EN 1561
Tabelul de toleranță ISO
Toleranțe ISO pentru elemente de fixare
Toleranțe la ISO 9445 Bandă îngustă și lată laminată la rece
Toleranțe la ISO 9444 pentru benzi laminate la cald laminate continuu
ISO Țevi din oțel, tuburi și fitinguri Standard și specificații
Toleranțe la ISO 18286 placă quarto din oțel inoxidabil laminată la cald