
Östenitik Paslanmaz Çelik
Östenitik | Martensitik | Ferritik | Dubleks | Süper Dubleks | Süperaustenitik | Süperferritik | Çökelme Sertleşmesi
Östenitik Paslanmaz çelik piyasada baskındır. Bu grup çok yaygın olan AISI 304 ve AISI 316 çelik, aynı zamanda daha yüksek alaşımlı AISI 310S ve ASTM N08904 / 904L
Östenitik çelikler, yüksek östenit oluşturucu içerikleriyle karakterize edilirler, özellikle nikel. Ayrıca krom, molibden ve bazen de bakır ile alaşımlandırılırlar, titanyum, niyobyum ve nitrojen. Azot ile alaşımlama çeliklerin akma dayanımını yükseltir.
Östenitik paslanmaz çelik, örneğin kimya endüstrisi ve gıda işleme endüstrisi gibi çok geniş bir uygulama alanına sahiptir. Molibden içermeyen çelikler de çok iyi yüksek sıcaklık özelliklerine sahiptir ve bu nedenle fırınlarda ve ısı eşanjörlerinde kullanılır. Düşük sıcaklıklardaki iyi darbe dayanımlarından genellikle kriyojenik sıvılar için kaplar gibi aparatlarda yararlanılır.
Östenitik paslanmaz çelik tarafından sertleştirilemez ısıl işlem. Normalde şu şekilde tedarik edilirler Söndürme–tavlama Bu da yumuşak ve yüksek oranda şekillendirilebilir oldukları anlamına gelir.
Soğuk işlem onların sertlik ve dayanıklılık. Bu nedenle bazı çelik kaliteleri soğuk gerilmiş veya sert haddelenmiş durumda tedarik edilir. Östenitik paslanmaz çelik yüksek sünekliğe, düşük akma dayanımı ve nispeten yüksek nihai Çekme DayanımıTipik bir karbon çeliği ile karşılaştırıldığında.
Soğutulan bir karbon çeliği Östenit ferrit ve sementit karışımına dönüşür. Östenitik paslanmaz çelik borularda, yüksek krom ve nikel içeriği bu dönüşümü bastırarak malzemenin soğuma sırasında tamamen östenit olmasını sağlar (Nikel soğuma sırasında östenit fazını korur ve Krom dönüşümü yavaşlatır, böylece sadece 8% Nikel ile tamamen östenitik bir yapı elde edilebilir).
Isıl işlem ve kaynağın neden olduğu termal döngü, mekanik özellikler üzerinde çok az etkiye sahiptir. Ancak mukavemet ve sertlik şu şekilde artırılabilir soğuk çalışmaBu da sünekliği azaltacaktır. Tam bir çözelti tavlaması (yaklaşık 1045°C'ye kadar ısıtma ve ardından su verme veya hızlı soğutma) malzemeyi orijinal durumuna geri getirecek, alaşım ayrışmasını, hassaslaşmayı, sigma fazını ortadan kaldıracak ve Süneklik soğuk işlemden sonra. Ne yazık ki hızlı soğutma, akma noktası kadar yüksek olabilecek artık gerilmeleri yeniden ortaya çıkaracaktır. Tavlama işlemi sırasında nesne uygun şekilde desteklenmezse de bozulma meydana gelebilir.
Östenitik çelikler hidrojen çatlamasına karşı hassas değildir, bu nedenle kalın kesitlerde büzülme gerilmeleri riskini azaltmak dışında ön ısıtma nadiren gereklidir. Kaynak sonrası ısıl işlem Bu malzeme kırılgan kırılmaya karşı yüksek direnç gösterdiğinden nadiren gereklidir; bazen stres giderme, kırılma riskini azaltmak için gerçekleştirilir. stres korozyon çatlamasıBununla birlikte, stabilize bir kalite kullanılmadığı sürece bunun hassasiyete neden olması muhtemeldir (düşük bir stres azaltma ile sınırlı stres azaltma elde edilebilir sıcaklık yaklaşık 450°C). Östenitik Paslanmaz Çelik / Süper Östenitik Paslanmaz Çelik Karşılaştırma Tablosu

| Çin GB | ISO Birleşik Dijital Kod | ASTM / ASME Sınıfı | UNS Kodu | EN Kodu | Şirket Ticari Sınıf |
| 06Cr19Ni10 | S30408 | 304 | S30400 | 1.4301 | – |
| 07Cr19Ni10 | S30409 | 304H | S30409 | 1.4948 | – |
| 022Cr19Ni10 | S30403 | 304L | S30403 | 1.4307 | – |
| 022Cr19Ni10N | S30453 | 304LN | S30453 | 1.4311 | – |
| – | – | Süper304 | S30432 | – | Super304H (NSSMC) |
| 06Cr18Ni11Ti | S32168 | 321 | S32100 | 1.4541 | – |
| 07Cr18Ni11Ti | S32169 | 321H | S32109 | 1.494 | – |
| 06Cr17Ni12Mo2 | S31608 | 316 | S31600 | 1.4401 | – |
| 022Cr17Ni12Mo2 | S31603 | 316L | S31603 | 1.4404 | – |
| 022Cr17Ni12Mo2N | S31653 | 316LN | S31653 | 1.4406 | – |
| 06Cr17Ni12Mo3Ti | S31668 | 316Ti | S31635 | 1.4571 | – |
| 00Cr17Ni14Mo2 | 316LMoD/316LUG | S31603 | 1.4435 | – | |
| 022Cr19Ni13Mo3 | S31703 | 317L | S31703 | 1.4438 | – |
| 022Cr19Ni16Mo5N | S31723 | 317LMN | S31725 | 1.4439 | – |
| 06Cr25Ni20 | S31008 | 310S | S31008 | 1.4845 | – |
| 00Cr19Ni11 | – | 304L | S30403 | 1.4307 | 3RE12 (Sandvik) |
| – | – | 310L | S31002 | 1.4335 | 2RE10(Sandvik) |
| 20Cr25Ni20 | S31020 | 310H | S31009 | 1.4821 | |
| 16Cr25Ni20Si2 | S38340 | 314 | – | 1.4841 | |
| 022Cr25Ni22Mo2N | S31053 | 310MoLN | S31050 | 1.4466 | 2RE69(Sandvik) |
| – | – | 310HCbN | S31042 | – | HR3C(NSSMC) |
| 07Cr18Ni11Nb | S34749 | 347H | S34709 | 1.4942 | – |
| – | – | 347HFG | S34710 | – | – |
| 015Cr21Ni26M5Cu2 | S31782 | 904L | N08904 | 1.4539 | 2RK65(Sandvik) |
| 015Cr20Ni18Mo6CuN | S31252 | S31254 | S31254 | 1.4547 | 254SMO (Sandvik) |
| 00Cr20Ni24Mo6N | – | N08367 | N08367 | – | AL6XN, AL6XN plus (ATI) |
| 00Cr21Ni25Mo6CuN | – | N08926 | N08926 | 1.4529 | – |
| 015Cr24Ni22Mo8Mn3CuN | S32652 | S32654 | S32654 | 1.4652 | 654SMO(Outokumpu) |
| 00Cr22Ni27Mo7CuN | – | S31277 | S31277 | – | – |
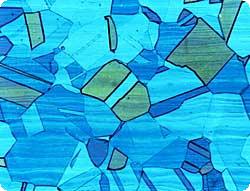 |
| Görüntü, östenitik paslanmaz çeliğin mikro yapısını göstermektedir. |
Metalografik Test - Metalografi Testi
Metalografik Test Raporu
Östenitik çelikler, dislokasyonların akışı için daha fazla düzlem sağlayan bir F.C.C atom yapısına sahiptir ve düşük seviyedeki interstisyel elementlerle (dislokasyon zincirini kilitleyen elementler) birleştiğinde, bu malzemeye iyi süneklik kazandırır. Bu aynı zamanda bu malzemenin neden açıkça tanımlanmış bir akma noktasına sahip olmadığını da açıklar, bu nedenle akma gerilimi her zaman bir kanıt gerilimi olarak ifade edilir. Östenitik çelikler gerçek mutlak sıcaklığa (-273°C) kadar mükemmel tokluğa sahiptir ve süneklikten kırılganlığa dik bir geçiş yoktur.
Bu malzeme iyi bir korozyon direncine sahiptir, ancak belirli ortamlarda oldukça şiddetli korozyon meydana gelebilir. Kaynak metali ana malzemeden daha fazla korozyona uğrayabileceğinden, doğru kaynak sarf malzemesi ve kaynak tekniği seçimi çok önemli olabilir.
Muhtemelen paslanmaz çelikten yapılmış basınçlı tesislerdeki en büyük arıza nedeni gerilme korozyonu çatlamasıdır (S.C.C). Bu korozyon türü malzemede derin çatlaklar oluşturur ve proses sıvısı veya ısıtma suyu/buharındaki klorürlerin varlığından kaynaklanır (İyi su arıtımı şarttır), 50°C'nin üzerindeki bir sıcaklıkta, malzeme bir gerilme stresine maruz kaldığında (bu stres, büyüklüğü akma noktasına kadar çıkabilen artık stresi de içerir). Nikel ve ayrıca Molibden'deki önemli artışlar riski azaltacaktır.
Paslanmaz çelik, krom bakımından zengin çok ince ve kararlı bir oksit filmine sahiptir. Bu film, hasar görmesi halinde atmosferle reaksiyona girerek hızla yenilenir. Paslanmaz çelik boru kaynak sırasında atmosferden yeterince korunmazsa veya çok ağır taşlama işlemlerine maruz kalırsa, çok kalın bir oksit tabakası oluşacaktır. Mavi renk tonuyla ayırt edilen bu kalın oksit tabakasının altında, korozyon direncini azaltacak bir krom tükenmiş tabaka olacaktır. Hem oksit filmi hem de tükenmiş tabaka, mekanik olarak (ince bir kumla taşlama önerilir, tel fırçalama ve kumlama daha az etkiye sahip olacaktır) veya kimyasal olarak (nitrik ve hidroflorik asit karışımı ile asitle temizleme) çıkarılmalıdır. Yüzey temizlendikten sonra korozyon direncini artırmak için kimyasal olarak pasifleştirilebilir (pasifleştirme korozyon sürecine dahil olan anodik reaksiyonu azaltır).
Karbon çelik aletler, ayrıca destekler ve hatta karbon çeliğin taşlanmasından çıkan kıvılcımlar, paslanmaz çelik borunun yüzeyine parçalar yerleştirebilir. Bu parçalar daha sonra nemlenirse paslanabilir. Bu nedenle paslanmaz çelik imalatının ayrı bir alanda yapılması ve mümkün olan yerlerde özel paslanmaz çelik aletlerin kullanılması tavsiye edilir.
Paslanmaz çeliğin herhangi bir parçası makul bir süre boyunca 500 derece ila 800 derece aralığında ısıtılırsa, kromun çelikte bulunan herhangi bir karbonla krom karbürler (karbonla oluşan bir bileşik) oluşturma riski vardır. Bu durum pasif filmi sağlamak için mevcut olan kromu azaltır ve şiddetli olabilen tercihli korozyona yol açar. Bu durum genellikle hassaslaşma olarak adlandırılır. Bu nedenle paslanmaz çelik kaynağı yaparken düşük ısı girdisi kullanılması ve maksimum geçiş sıcaklığının yaklaşık 175° ile sınırlandırılması tavsiye edilir, ancak modern düşük karbonlu kalitelerin hassaslaşması uzun süre ısıtılmadıkça olası değildir. Küçük miktarlarda titanyum (321) veya niyobyum (347) malzemeyi stabilize etmek için eklenmesi krom karbür oluşumunu engelleyecektir.
Oksidasyona ve sürünmeye karşı dayanıklı yüksek karbonlu kaliteler 304H veya 316H sıklıkla kullanılır. Geliştirilmiş sürünme direnci, karbürlerin varlığı ve daha yüksek tavlama sıcaklıkları ile ilişkili biraz daha iri tane boyutu ile ilgilidir. Daha yüksek karbon içeriği kaçınılmaz olarak hassaslaşmaya yol açtığından, tesis duruşları sırasında korozyon riski olabilir, bu nedenle aşağıdaki gibi stabilize kaliteler tercih edilebilir 347H.
Östenitik paslanmaz çeliğin katılaşma mukavemeti, sülfür ve fosfor gibi küçük safsızlık ilaveleri ile ciddi şekilde bozulabilir, bu durum malzemelerin yüksek genleşme katsayısı ile birleştiğinde ciddi katılaşma çatlaması sorunlarına neden olabilir. Çoğu 304 tipi alaşımlar, başlangıçta sülfür için yüksek bir çözünürlüğe sahip olan delta ferrit olarak katılaşacak ve daha fazla soğutma üzerine östenite dönüşecek şekilde tasarlanmıştır. Bu, küçük kalıntı delta ferrit parçaları içeren östenitik bir malzeme oluşturur, bu nedenle kelimenin tam anlamıyla gerçek bir östenitik değildir. Çatlaksız kaynak sağlamak için dolgu metali genellikle daha fazla delta ferrit ilavesi içerir.
Delta ferrit, 550°C'nin üzerinde çok uzun süre ısıtılırsa sigma adı verilen çok kırılgan bir faza dönüşebilir (Krom seviyesine bağlı olarak birkaç bin saat sürebilir. Dubleks bir paslanmaz çelik bu sıcaklıkta sadece birkaç dakika sonra sigma fazı oluşturabilir)
Bu malzemeyle ilişkili çok yüksek genleşme katsayısı, kaynak distorsiyonunun oldukça vahşi olabileceği anlamına gelir. Basınçlı kaplardaki kalın halka flanşların kaynaktan sonra sıvı sızdırmazlığını imkansız hale getirecek kadar büküldüğünü gördüm. Termal stres, kaynakla ilgili bir diğer önemli sorundur. paslanmaz çelikBir ceketle ısıtılan basınçlı tesislerde veya soğuk bir damar üzerine tutturulmuş bobinlerde erken arıza meydana gelebilir. Bu malzeme zayıf ısı iletkenliğine sahiptir, bu nedenle daha düşük kaynak akımı gereklidir (tipik olarak karbon çeliğinden 25% daha az) ve daha dar bağlantı hazırlıkları tolere edilebilir. Tüm yaygın kaynak işlemleri başarıyla kullanılabilir, ancak SAW ile ilişkili yüksek biriktirme oranları, yeterli önlemler alınmadığı takdirde katılaşma çatlamasına ve muhtemelen hassaslaşmaya neden olabilir.
Kaynak kökünün iyi bir korozyon direncine sahip olmasını sağlamak için, kaynak ve müteakip soğutma sırasında bir inert gaz kalkanı ile atmosferden korunmalıdır. Gaz kalkanı kaynak kökü etrafında uygun bir baraj ile muhafaza edilmeli ve bu baraj bölgeden sürekli bir gaz akışına izin vermelidir. Barajdan akan temizleme gazı hacminin barajda bulunan hacmin en az 6 katına eşit olması için yeterli süre geçene kadar kaynak işlemine başlanmamalıdır (EN1011 Bölüm 3 Tavsiye 10). Temizleme tamamlandığında, temizleme akış hızı, havayı dışarıda bırakmaya yetecek kadar küçük bir pozitif basınç uygulayacak şekilde azaltılmalıdır. Kökün iyi korozyon direnci göstermesi gerekiyorsa barajdaki oksijen seviyesi 0,1%'yi (1000 ppm) aşmamalıdır; aşırı korozyon direnci için bu seviye 0,015%'ye (150 ppm) düşürülmelidir. Destek gazları tipik olarak argon veya helyumdur; Nitrojen genellikle korozyon direncinin kritik olmadığı durumlarda ekonomik bir alternatif olarak kullanılır, Nitrogrn + 10% Helyum daha iyidir. Gaz kalkanı yerine kökü korumak için kullanılabilecek çok çeşitli tescilli macunlar ve destek malzemeleri mevcuttur. Kaynak kökünde korozyon ve oksit koklaşmasının önemli olmadığı bazı uygulamalarda, örneğin büyük paslanmaz çelik kanallarda, gaz desteği kullanılmaz.
Karbon içeriği:
304L sınıf Düşük Karbon, tipik olarak 0,03% Maks.
304 sınıf Orta Karbon, tipik olarak 0,08% Maks.
304H sınıf Yüksek Karbon, tipik olarak 0,1%'ye kadar
Karbon içeriği ne kadar yüksekse akma dayanımı da o kadar yüksek olur. (Bu nedenle stabilize kalitelerin kullanımındaki mukavemet avantajı)
Tipik Alaşım İçeriği
| 304 316 316Ti 320 321 347 308 309 | (18-20Cr, 8-12Ni) (16-18Cr, 10-14Ni + 2-3Mo) (Titanyum Eklenmiş 316) (316Ti ile aynı) (17-19Cr, 9-12Ni + Titanyum) (17-19Cr, 9-13Ni + Niyobyum) (19-22Cr, 9-11Ni) (22-24Cr, 12-15Ni) | 304 + Molibden 304 + Moly + Titanyum – 304 + Titanyum 304 + Niyobyum 304 + Ekstra 2%Cr 304 + Ekstra 4%Cr + 4% Ni |
Yukarıdaki tüm paslanmaz çelik kaliteleri 304'ün temel varyasyonlarıdır. Hepsi kolaylıkla kaynaklanabilir ve 308 veya 316 ile kaynaklanan 304, 347 ile kaynaklanan 321 (Titanyum ark boyunca kolayca aktarılmaz) ve normalde 318 ile kaynaklanan 316Ti hariç hepsinin uygun sarf malzemeleri vardır.
Molibden, mikro yapı üzerinde krom ile aynı etkiye sahiptir, ancak çukur korozyonuna karşı daha iyi direnç sağlar. Bu nedenle bir 316, 304'ten daha az kroma ihtiyaç duyar.
| 310 | (24-26Cr, 19-22Ni) | Gerçek Östenitik. Bu malzeme soğurken ferrit haline dönüşmez ve bu nedenle delta ferrit içermez. Sigma fazı gevrekleşmesine maruz kalmaz, ancak kaynak yapmak zor olabilir. |
| 904L | (20Cr, 25Ni, 4,5Mo) | Süper Östenitik Veya Nikel alaşımı. Üstün korozyon Düşük ısı girdisi (önerilen 1 kJ/mm'den az) ve dokuma olmadan hızlı hareket hızları ile dikkatlice kaynaklanmaları koşuluyla direnç. Metal sıcaklığı 100°C'nin altına düşene kadar her kaynak işlemine başlanmamalıdır. Kaynak boyunca eşit bir alaşım dağılımı elde edilmesi olası değildir (segregasyon), bu nedenle bu malzeme ya 625 gibi aşırı alaşımlı bir sarf malzemesi ile kaynaklanmalı ya da kaynaktan sonra çözelti tavlaması yapılmalıdır, eğer maksimum korozyon di̇renci̇ gerekli. |
İlgili Referanslar:
Östenitik Paslanmaz Çelik
Süper Östenitik Paslanmaz Çelik
Östenitik Paslanmaz Çelik Kalite Çeşitleri
Ahşap sabitlemeler için östenitik paslanmaz çelik
Östenitik Paslanmaz Çeliğin Manyetik Özellikleri
Östenitik Paslanmaz Çelik Kaliteleri Karşılaştırma Tablosu
Östenitik Paslanmaz Çeliklerin Azot ile Yüzey Sertleştirilmesi
Östenitik Çelik Bileşimi ve Isıl İşlemin Etkisi
Karşılaştırmalı Östenitik ve Dubleks Çelik mukavemeti ve hassasiyeti
Östenitik Paslanmaz Çelik için Gerilim Giderici Isıl İşlem
İşle Sertleşen Östenitik Çeliklerin Mekanizma Ölçümü
Bileşim Etkisi Östenitik Çeliğin Manyetik Geçirgenliği
Östenitik Paslanmaz Çelikte Soğuk İş ve Isıl İşlemin Etkisi