
Paslanmaz çelik yassı kaynak flanşlarının özellikleri, teknik parametreleri ve dövme yöntemleri
Paslanmaz çelik yassı kaynaklı flanşların dövme deformasyonunun ilk aşamasında, gözenekli preformun deforme olması kolay olduğundan, deformasyon kuvveti küçüktür ve yoğunluk hızla artar. Dövme şekillendirmenin sonraki aşamasında, gözeneklerin çoğunun kapanması nedeniyle deformasyon direnci artar ve kalan gözenekleri ortadan kaldırmak için gereken deformasyon kuvveti hızla artar. Deformasyon direnci, deformasyon sıcaklığı ile yakından ilişkilidir. Daha yüksek bir deformasyon sıcaklığı sıkıştırmaya yardımcı olur ve deformasyon direncini azaltır. Daha yüksek deformasyon oranı, paslanmaz çelik yassı kaynaklı flanşların kompaktlığına da yardımcı olur.
Paslanmaz çelik düz kaynaklı flanşların dövme işlemi, geleneksel kalıp dövmeye göre daha katı ekipman gereksinimlerine sahiptir ve zımbanın yer değiştirme özellikleri, ön kalıbın deformasyon ve kompakt özellikleriyle eşleşmelidir. İşlenmemiş parça ile kalıp arasındaki temas süresi mümkün olduğunca kısa olmalıdır. Dövme presi iyi bir sertliğe sahip olmalı ve hareketli kiriş ve piston, dövmenin doğruluğunu sağlamak için iyi bir kılavuz doğruluğuna sahip olmalıdır. Bu nedenle, paslanmaz çelik düz kaynaklı flanşların dövülmesi genellikle krank mili presleri gibi mekanik presleri veya daha yüksek hassasiyete sahip sürtünme preslerini seçer.
Paslanmaz çelik düz kaynak flanşının özellikleri
Paslanmaz çelik düz kaynaklı flanşlar sadece yerden ve ağırlıktan tasarruf etmekle kalmaz, daha da önemlisi, bağlantıların sızdırmamasını ve iyi sızdırmazlık performansına sahip olmasını sağlar. Kompakt paslanmaz çelik flanşın boyutunun küçültülmesinin nedeni, sızdırmazlık yüzeyinin enine kesitini azaltacak olan contanın çapının küçültülmesinden kaynaklanmaktadır. İkinci olarak, flanş contası, sızdırmazlık yüzeyinin sızdırmazlık yüzeyi ile eşleşmesini sağlamak için bir sızdırmazlık halkası ile değiştirilmiştir. Gerekli basınç azaldıkça, cıvataların boyutu ve sayısı buna göre azaltılabilir, böylece nihai tasarım küçük ve hafiftir (geleneksel flanşların ağırlığından 70% ila 80% daha hafif). ürün. Bu nedenle, paslanmaz çelik düz kaynak flanşı tipi, kaliteyi ve alanı azaltan ve endüstriyel kullanımda önemli bir rol oynayan nispeten yüksek kaliteli bir flanş ürünüdür.
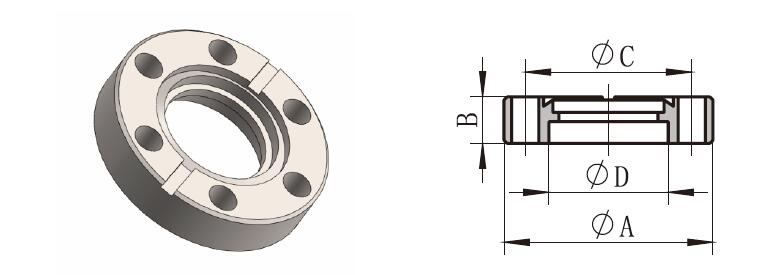
Paslanmaz çelik düz kaynak flanşının teknik parametreleri
- Paslanmaz çelik flanşın dış çapı: 75mm-2190mm
- Cıvata deliğinin merkez dairesinin çapı: 50mm--2130mm
- Cıvata deliği çapı: 11mm-30mm
- Cıvata deliği sayısı: 4-48
- Konu: M10-M27
- Flanş kalınlığı: 12mm-58mm
- Tüp dış çapı: A(17.2-2032MM) B(14-2020MM)
- Flanş iç çapı: A (18-2036MM) B (15-2024MM)
- Flanşın teorik ağırlığı: 0.36kg-234.6kg (DN1800)
- Malzeme A105, 20#, Q235, 16Mn, 304, 304L, 316, 316L, 321
- Üretim standartları: HG/T20592-2009, GB/T9119-2000, SH3406-1996, JB/T81-1994, DIN 2573, DIN 2576, EN1092-1
Ürün adı: plaka düz kaynak flanşı
Çalışma basıncı: PN0.25MPa, PN0.6MPa, PN1.0MPa, PN1.6MPa, PN2.5MPa
Ürün kategorisi: Tam düzlem plaka flanşı (FF), yükseltilmiş plaka flanşı (RF)
İmalat malzemeleri: 304 316 304L 316L 321 2025Q23516MN ve benzeri.
Bağlantı şekli: tek taraflı kaynak, çift taraflı somun bağlantısı.
Ürün özellikleri: güzel görünüm, pürüzsüz yüzey, asit ve alkali direnci, korozyon önleyici direnç ve güçlü doku performansı.

3. Paslanmaz çelik düz kaynak flanşının dövme yöntemi
Paslanmaz çelik yassı kaynağın dövülmesi flanşlar serbest dövme, üzme, ekstrüzyon, kalıp dövme, kapalı kalıp dövme ve kapalı üzme olarak ayrılabilir. Kapalı kalıpta dövme ve kapalı üzme, parlama olmadığı için yüksek malzeme kullanımına sahiptir. Karmaşık dövme parçaların son işlemlerini tek bir işlemle veya birkaç işlemle tamamlamak mümkündür. Parlama olmadığından, dövmenin kuvvet taşıma alanı azalır ve gerekli yük de azalır. Ancak, boşlukların tamamen sınırlandırılamayacağı unutulmamalıdır. Bu nedenle, boşlukların hacmi sıkı bir şekilde kontrol edilmeli, dövme kalıplarının göreceli konumu ve dövmelerin ölçümü kontrol edilmeli ve dövme kalıplarının aşınmasını azaltmak için çaba gösterilmelidir.
Dövme kalıbının hareket moduna göre dövme, salıncak haddeleme, salıncak döner dövme, rulo dövme, çapraz kama haddeleme, halka haddeleme ve çapraz haddeleme olarak ayrılabilir. Sarkaç haddeleme, sarkaç döner dövme ve halka haddeleme de hassas dövme ile işlenebilir. Malzemelerin kullanım oranını artırmak için, rulo dövme ve çapraz haddeleme, ince malzemelerin ön işlemesi olarak kullanılabilir. Serbest dövme gibi döner dövme de kısmen şekillendirilir. Avantajı, dövme kuvveti dövme boyutuna kıyasla daha küçük olduğunda bile şekillendirilebilmesidir. Serbest dövme de dahil olmak üzere bu dövme yönteminde, malzeme işleme sırasında kalıp yüzeyinin çevresinden serbest yüzeye doğru genişler. Bu nedenle doğruluğu sağlamak zordur. Bu nedenle, dövme kalıbının hareket yönü ve dövme işlemi bir bilgisayar tarafından kontrol edilebilir. Şirketin dövme gücü, karmaşık şekillere ve yüksek hassasiyete sahip ürünler elde edebilir. Örneğin, çok çeşitli çeşitlere ve büyük boyutlara sahip buhar türbini kanatları gibi dövme parçaların üretimi.
Sıcaklık 300-400°C'yi aştığında (çeliğin mavi kırılgan bölgesi) ve 700-800°C'ye ulaştığında, deformasyon direnci keskin bir şekilde azalacak ve deformasyon enerjisi büyük ölçüde artacaktır. Farklı sıcaklık bölgelerinde yapılan dövmeye göre, farklı dövme kalitesi ve dövme işlemi gereksinimlerine göre, üç şekillendirme sıcaklığı bölgesine ayrılabilir: soğuk dövme, sıcak dövme ve sıcak dövme. Başlangıçta, bu sıcaklık bölgesinin bölünmesi için kesin bir sınır yoktur. Genel olarak, yeniden kristalleşmenin olduğu bir sıcaklık bölgesinde yapılan dövmeye sıcak dövme, oda sıcaklığında ısıtmadan yapılan dövmeye ise soğuk dövme denir.
Düşük sıcaklıkta dövme yaparken, dövme boyutu çok az değişir. 700°C'nin altında dövme yapıldığında, çok az oksit ölçeği oluşumu olur ve paslanmaz çelik flanşın yüzeyinde dekarbürizasyon olmaz. Bu nedenle, deformasyon enerjisi şekillendirme enerjisi aralığında olduğu sürece, soğuk dövme ile iyi boyutsal doğruluk ve yüzey kalitesi elde etmek kolaydır. Sıcaklık ve yağlama soğutması iyi kontrol edildiği sürece, 700°C'nin altındaki sıcak dövme de iyi bir doğruluk elde edebilir. Sıcak dövme sırasında, küçük deformasyon enerjisi ve deformasyon direnci nedeniyle karmaşık şekillere sahip büyük dövmeler yapılabilir. Yüksek boyutsal hassasiyete sahip dövmeler elde etmek için 900-1000°C sıcaklık aralığında sıcak dövme kullanılabilir. Ayrıca, sıcak dövmenin çalışma ortamını iyileştirmeye dikkat edin. Dövme kalıp ömrü (sıcak dövme 2-5 bin, sıcak dövme 10.000 ila 20.000, soğuk dövme 20.000 ila 50.000) diğer sıcaklık aralıklarında dövme işleminden daha kısadır, ancak büyük bir serbestlik derecesine ve düşük maliyete sahiptir.
İşlenmemiş parça soğuk dövme sırasında deformasyona uğrar ve sertleşir, bu da dövme kalıbının yüksek yüklere dayanmasına neden olur. Bu nedenle, aşınma ve yapışmayı önlemek için yüksek mukavemetli bir dövme kalıbı ve sert bir yağlama filmi işleme yöntemi kullanmak gerekir. Ayrıca işlenmemiş parçadaki çatlakları önlemek amacıyla, gerekli deforme olabilirliği sağlamak için gerektiğinde ara tavlama gerçekleştirilir. İyi bir yağlama durumunu korumak için işlenmemiş parça fosfatlanabilir. Çubukların ve filmaşinlerin sürekli işlenmesinde, kesit şu anda yağlanamamaktadır ve fosfatlama yağlama yöntemlerinin kullanılması olasılığı araştırılmaktadır.
İlgili Referanslar:
Paslanmaz Çelik Boru Bağlantısı
Paslanmaz Çelik Boru Ekleme Bağlantı Yöntemi
ISO Çelik Boru ve Ek Parçaları Standart ve Şartnameleri
DIN Çelik Boru ve Ek Parçaları Standart ve Şartnamesi
BS Boru ve Ek Parçaları Standart ve Şartnamesi
JIS Boru Bağlantı Elemanı Standardı
Yapısal Borular için ASTM Standart Şartnamesi Mekanik Borular
ASTM A403 Dövme Östenitik Paslanmaz Çelik Boru Ek Parçaları
Hidrostatik Test Basınçlı Flanş Bağlantı Parçaları
ASTM Malzeme Spesifikasyonu Montaj Flanşı Döküm Dövme Vana
ASTM Vana Standart Şartnamesi
DIN 1686 - Kaba Döküm Genel Tolerans Standardı
Malzeme Karşılaştırma Tablosu DIN 1691 1693 ve DIN EN 1561
ISO Tolerans Tablosu
Bağlantı Elemanları İçin ISO Toleransları
ISO 9445 Soğuk Haddelenmiş Dar ve Geniş Şerit Toleransları
ISO 9444'e Göre Toleranslar Sürekli Haddelenmiş Sıcak Haddelenmiş Şerit
ISO Çelik Boru ve Ek Parçaları Standart ve Şartnameleri
ISO 18286 sıcak haddelenmiş paslanmaz çelik quarto levha toleransları