
Caratteristiche, parametri tecnici e metodi di forgiatura delle flange piatte a saldare in acciaio inossidabile
Nella fase iniziale della deformazione per forgiatura delle flange piane saldate in acciaio inox, poiché la preforma porosa è facile da deformare, la forza di deformazione è piccola e la densità aumenta rapidamente. Nella fase successiva della formatura, a causa della chiusura della maggior parte dei pori, la resistenza alla deformazione aumenta e la forza di deformazione necessaria per eliminare i pori residui aumenta rapidamente. La resistenza alla deformazione è strettamente correlata alla temperatura di deformazione. Una temperatura di deformazione più elevata favorisce la compattazione e riduce la resistenza alla deformazione. Una maggiore velocità di deformazione favorisce anche la compattezza delle flange piatte saldate in acciaio inox.
Il processo di forgiatura delle flange piane saldate in acciaio inox ha requisiti più severi rispetto allo stampaggio tradizionale e le caratteristiche di spostamento del punzone devono corrispondere alle caratteristiche di deformazione e compattezza della preforma. Il tempo di contatto tra lo spezzone e lo stampo deve essere il più breve possibile. La pressa di forgiatura deve avere una buona rigidità e la trave mobile e il pistone devono avere una buona precisione di guida per garantire l'accuratezza della forgiatura. Per questo motivo, per lo stampaggio di flange piane saldate in acciaio inox si scelgono generalmente presse meccaniche, come le presse per alberi a gomito, o presse a frizione con una maggiore precisione.
Caratteristiche della flangia piatta per saldatura in acciaio inox
Le flange piatte saldate in acciaio inox non solo consentono di risparmiare spazio e peso, ma soprattutto assicurano che i giunti non presentino perdite e abbiano buone prestazioni di tenuta. Il motivo per cui le dimensioni della flangia compatta in acciaio inox sono ridotte è dovuto alla riduzione del diametro della guarnizione, che riduce la sezione trasversale della superficie di tenuta. In secondo luogo, la guarnizione della flangia è stata sostituita da un anello di tenuta per garantire che la superficie di tenuta coincida con la superficie di tenuta. Al diminuire della pressione richiesta, le dimensioni e il numero di bulloni possono essere ridotti di conseguenza, per cui il design finale è piccolo e leggero (da 70% a 80% più leggero del peso delle flange tradizionali). prodotto. Pertanto, la flangia piatta a saldare in acciaio inox è un prodotto di qualità relativamente elevata, che riduce la qualità e lo spazio e svolge un ruolo importante nell'uso industriale.
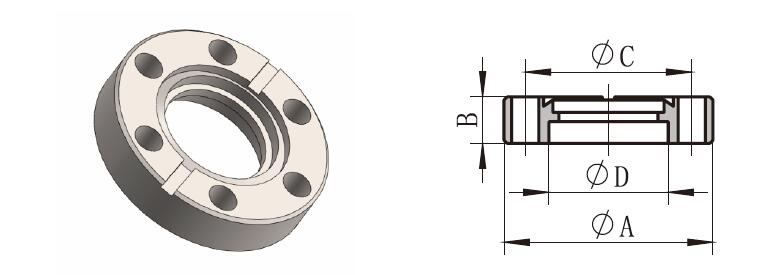
Parametri tecnici della flangia piatta a saldare in acciaio inox
- Diametro esterno della flangia in acciaio inox: 75mm-2190mm
- Diametro del cerchio centrale del foro del bullone: 50mm--2130mm
- Diametro del foro del bullone: 11mm-30mm
- Numero di fori per bulloni: 4-48
- Filetto: M10-M27
- Spessore della flangia: 12 mm-58 mm
- Diametro esterno del tubo: A(17,2-2032MM) B(14-2020MM)
- Diametro interno della flangia: A (18-2036MM) B (15-2024MM)
- Peso teorico della flangia: 0,36kg-234,6kg (DN1800)
- Materiale: A105, 20#, Q235, 16Mn, 304, 304L, 316, 316L, 321
- Standard di produzione: HG/T20592-2009, GB/T9119-2000, SH3406-1996, JB/T81-1994, DIN 2573, DIN 2576, EN1092-1
Nome del prodotto: flangia piatta di saldatura
Pressione di esercizio: PN0,25MPa, PN0,6MPa, PN1,0MPa, PN1,6MPa, PN2,5MPa
Categoria di prodotti: Flangia a piastra piena (FF), flangia a piastra rialzata (RF)
Materiali di produzione: 304 316 304L 316L 321 2025Q23516MN e così via.
Forma di connessione: saldatura su un solo lato, connessione con dado su due lati.
Caratteristiche del prodotto: bell'aspetto, superficie liscia, resistenza agli acidi e agli alcali, resistenza alla corrosione e forti prestazioni di texture.

3. il metodo di forgiatura della flangia piatta di saldatura in acciaio inossidabile
La forgiatura della saldatura piana dell'acciaio inossidabile flange possono essere suddivisi in forgiatura libera, sollevamento, estrusione, stampaggio a matrice, stampaggio a matrice chiusa e sollevamento a matrice chiusa. La forgiatura a stampo chiuso e l'imbutitura a stampo chiuso hanno un elevato utilizzo del materiale, perché non c'è flash. È possibile completare la finitura di fucinati complessi con un unico processo o con più processi. Grazie all'assenza di scintille, l'area portante dello stampo è ridotta e anche il carico richiesto è ridotto. Tuttavia, va notato che gli sbozzi non possono essere completamente ristretti. Per questo motivo, è necessario controllare rigorosamente il volume degli sbozzi, la posizione relativa degli stampi di forgiatura e la misura dei pezzi forgiati, e cercare di ridurre l'usura degli stampi di forgiatura.
In base alla modalità di movimento dello stampo, la forgiatura può essere suddivisa in laminazione a pendolo, forgiatura a pendolo girevole, forgiatura a rullo, laminazione a cuneo trasversale, laminazione ad anello e laminazione trasversale. Anche la laminazione a pendolo, la forgiatura a pendolo rotante e la laminazione ad anello possono essere lavorate con la forgiatura di precisione. Per migliorare il tasso di utilizzo dei materiali, la forgiatura a rulli e la laminazione incrociata possono essere utilizzate come pre-processo di lavorazione dei materiali sottili. Anche la forgiatura rotativa, come la forgiatura libera, è parzialmente formata. Il suo vantaggio è che può essere formata anche quando la forza di forgiatura è minore rispetto alle dimensioni del pezzo da forgiare. In questo metodo di forgiatura, compreso il free forging, il materiale si espande dalle vicinanze della superficie dello stampo alla superficie libera durante la lavorazione. Pertanto, è difficile garantire la precisione. Pertanto, la direzione di movimento dello stampo di forgiatura e il processo di imbutitura possono essere controllati da un computer. La forza di forgiatura dell'azienda può ottenere prodotti con forme complesse e alta precisione. Ad esempio, la produzione di fucinati come le pale delle turbine a vapore presenta un'ampia gamma di varietà e grandi dimensioni.
Quando la temperatura supera i 300-400°C (zona blu fragile dell'acciaio) e raggiunge i 700-800°C, la resistenza alla deformazione diminuisce drasticamente e l'energia di deformazione aumenta notevolmente. In base alla forgiatura eseguita in diverse regioni di temperatura, in funzione dei diversi requisiti di qualità e di processo di forgiatura, si possono suddividere le tre regioni di temperatura di formatura: forgiatura a freddo, forgiatura a caldo e forgiatura a caldo. In origine, non esiste un limite rigido alla suddivisione di questa zona di temperatura. In generale, la forgiatura in una zona di temperatura con ricristallizzazione è detta a caldo, mentre la forgiatura senza riscaldamento a temperatura ambiente è detta a freddo.
Quando si forgia a bassa temperatura, le dimensioni della forgiatura cambiano poco. La forgiatura a temperature inferiori a 700°C comporta una scarsa formazione di scaglie di ossido e l'assenza di decarburazione sulla superficie della flangia in acciaio inox. Pertanto, finché l'energia di deformazione rientra nell'intervallo di energia di formatura, lo stampaggio a freddo consente di ottenere facilmente una buona precisione dimensionale e una buona finitura superficiale. Se la temperatura e il raffreddamento della lubrificazione sono ben controllati, anche lo stampaggio a caldo sotto i 700°C può ottenere una buona precisione. Durante lo stampaggio a caldo, è possibile forgiare forgiati di grandi dimensioni con forme complesse, grazie alla piccola energia di deformazione e alla resistenza alla deformazione. Per ottenere fucinati con un'elevata precisione dimensionale, è possibile utilizzare lo stampaggio a caldo a una temperatura compresa tra 900 e 1000°C. Inoltre, occorre prestare attenzione a migliorare l'ambiente di lavoro dello stampaggio a caldo. La durata degli stampi di fucinatura (fucinatura a caldo 2-5 mila, fucinatura a caldo 10.000-20.000, fucinatura a freddo 20.000-50.000) è più breve rispetto alla fucinatura in altri intervalli di temperatura, ma ha un ampio grado di libertà e un basso costo.
Durante lo stampaggio a freddo, lo spezzone subisce una deformazione e un indurimento da lavoro che costringe lo stampo a sopportare carichi elevati. Pertanto, è necessario utilizzare uno stampo di forgiatura ad alta resistenza e un metodo di trattamento con film lubrificante duro per prevenire l'usura e l'adesione. Inoltre, per evitare cricche nello spezzone, si esegue una ricottura intermedia, quando necessario, per garantire la deformabilità richiesta. Per mantenere un buon stato di lubrificazione, il grezzo può essere fosfatato. Nella lavorazione continua di barre e vergelle, attualmente la sezione non può essere lubrificata e si sta studiando la possibilità di utilizzare metodi di lubrificazione fosfatata.
Riferimenti correlati:
Raccordo per tubi in acciaio inox
Metodo di connessione dei raccordi per tubi in acciaio inossidabile
Standard e specifiche ISO per tubi e raccordi in acciaio
Tubi e raccordi in acciaio DIN Standard e specifiche
Standard e specifiche BS per tubi e raccordi
Raccordi per tubi JIS Standard
Specifiche standard ASTM per tubi strutturali Tubi meccanici
Raccordi per tubazioni in acciaio inox austenitico ASTM A403, battuto
Raccordi a flangia con prova idrostatica
ASTM Specificazione materiale Flangia di raccordo Fusione di valvola a forgiatura
Specifiche standard delle valvole ASTM
DIN 1686 - Standard per la fusione grezza Tolleranza generale
Tabella di confronto dei materiali DIN 1691 1693 e DIN EN 1561
Tabella delle tolleranze ISO
Tolleranze ISO per i dispositivi di fissaggio
Tolleranze secondo ISO 9445 Nastri stretti e larghi laminati a freddo
Tolleranze secondo ISO 9444 Nastri laminati a caldo in continuo
Standard e specifiche ISO per tubi e raccordi in acciaio
Tolleranze secondo la norma ISO 18286 Lamiera quarto in acciaio inox laminata a caldo