
Austenitisch roestvast staal
Austenitisch | Martensitische | Ferritisch | Duplex | Super Duplex | Superaustenitisch | Superferritisch | Neerslagverharding
Austenitisch roestvast staal is dominant op de markt. De groep omvat de veel voorkomende AISI 304 en AISI 316 staal, maar ook de hoger gelegeerde AISI 310S en ASTM N08904 / 904L
Austenitisch staal wordt gekenmerkt door een hoog gehalte aan austenietvormers, vooral nikkel. Ze worden ook gelegeerd met chroom, molybdeen en soms met koper, titaniumniobium en stikstof. Legeren met stikstof verhoogt de vloeigrens van het staal.
Austenitisch roestvast staal heeft een zeer breed toepassingsgebied, bijvoorbeeld in de chemische industrie en de voedselverwerkende industrie. Het molybdeenvrije staal heeft ook zeer goede hoge temperatuur eigenschappen en worden daarom gebruikt in ovens en warmtewisselaars. Hun goede slagvastheid bij lage temperaturen wordt vaak gebruikt in apparaten zoals vaten voor cryogene vloeistoffen.
Austenitisch roestvrij staal kan niet worden gehard door warmtebehandeling. Ze worden normaal gesproken geleverd in de afschrikken–gloeien staat, wat betekent dat ze zacht en zeer vormbaar zijn.
Koud bewerken verhoogt hun hardheid en sterkte. Bepaalde staalsoorten worden daarom geleverd in koudgetrokken of hardgewalste toestand. Austenitisch roestvast staal heeft een hoge ductiliteit, lage treksterkte en relatief hoge uiteindelijke treksterktein vergelijking met een typisch koolstofstaal.
Koolstofstaal verandert bij afkoeling van Austeniet tot een mengsel van ferriet en cementiet. Bij austenitische roestvaststalen buizen onderdrukken het hoge chroom- en nikkelgehalte deze transformatie waardoor het materiaal volledig austeniet blijft bij afkoeling (het nikkel handhaaft de austenietfase bij afkoeling en het chroom vertraagt de transformatie zodat een volledig austenitische structuur kan worden bereikt met slechts 8% nikkel).
Warmtebehandeling en de thermische cyclus veroorzaakt door het lassen, hebben weinig invloed op de mechanische eigenschappen. Sterkte en hardheid kunnen echter worden verhoogd door koude bewerkingwaardoor ook de vervormbaarheid afneemt. Een volledige oplossinggloeiing (verhitten tot ongeveer 1045 °C gevolgd door afschrikken of snel afkoelen) herstelt het materiaal naar zijn oorspronkelijke toestand, verwijdert legeringsegregatie, sensibilisatie, sigmafase en herstelt de vervormbaarheid. ductiliteit na koudbewerking. Helaas zal de snelle afkoeling opnieuw restspanningen introduceren, die zo hoog kunnen zijn als de rekgrens. Er kan ook vervorming optreden als het voorwerp niet goed ondersteund wordt tijdens het gloeiproces.
Austenitisch staal is niet gevoelig voor waterstofscheuren, daarom is voorverwarmen zelden nodig, behalve om het risico van krimpspanningen in dikke secties te verminderen. Na het lassen warmtebehandeling is zelden nodig omdat dit materiaal een hoge weerstand heeft tegen brosse breuk; soms wordt spanningsontlasting uitgevoerd om het risico op breuk te verminderen. spanningscorrosieDit zal echter waarschijnlijk overgevoeligheid veroorzaken, tenzij een gestabiliseerde kwaliteit wordt gebruikt (beperkte spanningsvermindering kan worden bereikt met een laag temperatuur van ongeveer 450°C). Austenitisch roestvast staal / Super Austenitisch roestvast staal vergelijkingstabel

| China GB | ISO Unified Digital Code | ASTM / ASME Rang | UNS-code | EN-code | Bedrijf Commerciële kwaliteit |
| 06H19N10 | S30408 | 304 | S30400 | 1.4301 | – |
| 07H19N10 | S30409 | 304H | S30409 | 1.4948 | – |
| 022H19N10 | S30403 | 304L | S30403 | 1.4307 | – |
| 022H19N10N | S30453 | 304LN | S30453 | 1.4311 | – |
| – | – | Super304 | S30432 | – | Super304H (NSSMC) |
| 06H18N11T | S32168 | 321 | S32100 | 1.4541 | – |
| 07H18N11T | S32169 | 321H | S32109 | 1.494 | – |
| 06H17N12M2 | S31608 | 316 | S31600 | 1.4401 | – |
| 022H17N12M2 | S31603 | 316L | S31603 | 1.4404 | – |
| 022H17N12M2N | S31653 | 316LN | S31653 | 1.4406 | – |
| 06H17N12M3T | S31668 | 316Ti | S31635 | 1.4571 | – |
| 00H17N14M2 | 316LMoD/316LUG | S31603 | 1.4435 | – | |
| 022H19N13M3 | S31703 | 317L | S31703 | 1.4438 | – |
| 022H19N16M5N | S31723 | 317LMN | S31725 | 1.4439 | – |
| 06H25N20 | S31008 | 310S | S31008 | 1.4845 | – |
| 00H19N11 | – | 304L | S30403 | 1.4307 | 3RE12 (Sandvik) |
| – | – | 310L | S31002 | 1.4335 | 2RE10 (Sandvik) |
| 20H25N20 | S31020 | 310H | S31009 | 1.4821 | |
| 16H25N20S2 | S38340 | 314 | – | 1.4841 | |
| 022H25N22M2N | S31053 | 310MoLN | S31050 | 1.4466 | 2RE69 (Sandvik) |
| – | – | 310HCbN | S31042 | – | HR3C (NSSMC) |
| 07H18N11Nb | S34749 | 347H | S34709 | 1.4942 | – |
| – | – | 347HFG | S34710 | – | – |
| 015H21N26M5H2 | S31782 | 904L | N08904 | 1.4539 | 2RK65 (Sandvik) |
| 015H20N18M6KN | S31252 | S31254 | S31254 | 1.4547 | 254SMO (Sandvik) |
| 00H20N24M6N | – | N08367 | N08367 | – | AL6XN, AL6XN plus (ATI) |
| 00H21N25M6HN | – | N08926 | N08926 | 1.4529 | – |
| 015H24N22M8Mn3HN | S32652 | S32654 | S32654 | 1.4652 | 654SMO (Outokumpu) |
| 00H22N27M7KN | – | S31277 | S31277 | – | – |
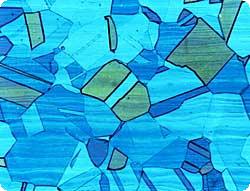 |
| De afbeelding toont de microstructuur van een austenitisch roestvast staal. |
Metallografisch onderzoek - Metallografisch onderzoek
Metallografisch testrapport
Austenitisch staal heeft een F.C.C atoomstructuur die meer vlakken biedt voor de stroom van dislocaties, gecombineerd met het lage niveau van interstitiële elementen (elementen die de dislocatieketen opsluiten), geeft dit materiaal zijn goede vervormbaarheid. Dit verklaart ook waarom dit materiaal geen duidelijk gedefinieerde vloeipunt heeft, wat de reden is waarom de vloeispanning altijd wordt uitgedrukt als een vloeispanning. Austenitische staalsoorten hebben een uitstekende taaiheid tot het absolute nulpunt (-273°C), zonder steile overgang van taai naar bros.
Dit materiaal heeft een goede corrosiebestendigheid, maar in bepaalde omgevingen kan vrij ernstige corrosie optreden. De juiste keuze van lastoevoegmateriaal en lastechniek kan cruciaal zijn omdat het lasmetaal meer kan corroderen dan het moedermateriaal.
Waarschijnlijk is spanningscorrosie (S.C.C.) de grootste oorzaak van defecten in roestvrijstalen drukapparatuur. Dit type corrosie vormt diepe scheuren in het materiaal en wordt veroorzaakt door de aanwezigheid van chloriden in de procesvloeistof of het verwarmingswater/de stoom (een goede waterbehandeling is essentieel), bij een temperatuur boven 50°C, wanneer het materiaal wordt onderworpen aan een trekspanning (deze spanning is inclusief de restspanning, die tot de rekgrens kan oplopen). Aanzienlijke verhogingen van nikkel en molybdeen verminderen het risico.
Roestvast staal heeft een zeer dunne en stabiele oxidelaag die rijk is aan chroom. Bij beschadiging vervormt deze laag snel door reactie met de atmosfeer. Als roestvaststalen buizen tijdens het lassen niet voldoende beschermd worden tegen de atmosfeer of als ze zeer zware slijpbewerkingen ondergaan, zal er een zeer dikke oxidelaag ontstaan. Deze dikke oxidelaag, die te herkennen is aan zijn blauwe tint, heeft een chroom verarmde laag eronder, die de corrosiebestendigheid vermindert. Zowel de oxidelaag als de verarmde laag moeten worden verwijderd, hetzij mechanisch (slijpen met een fijne korrel wordt aanbevolen, staalborstelen en stralen hebben minder effect), hetzij chemisch (zuurbeitsen met een mengsel van salpeterzuur en fluorwaterstofzuur). Eenmaal gereinigd kan het oppervlak chemisch gepassiveerd worden om de corrosieweerstand te verhogen (passivering vermindert de anodische reactie die betrokken is bij het corrosieproces).
Gereedschap van koolstofstaal, ook steunen of zelfs vonken van het slijpen van koolstofstaal, kunnen fragmenten insluiten in het oppervlak van de roestvaststalen pijp. Deze fragmenten kunnen vervolgens gaan roesten als ze vochtig worden. Daarom wordt aanbevolen om de productie van roestvast staal in een aparte ruimte uit te voeren en waar mogelijk speciaal gereedschap van roestvast staal te gebruiken.
Als een onderdeel van roestvast staal gedurende een redelijke tijd wordt verhit bij temperaturen tussen 500 en 800 graden, bestaat het risico dat het chroom chroomcarbide vormt (een verbinding die wordt gevormd met koolstof) met de koolstof die aanwezig is in het staal. Dit vermindert de hoeveelheid chroom die beschikbaar is voor de passieve film en leidt tot voorkeurscorrosie, die ernstig kan zijn. Dit wordt vaak sensibilisatie genoemd. Daarom is het raadzaam om bij het lassen van roestvast staal een lage warmte-inbreng te gebruiken en de maximale interpasstemperatuur te beperken tot ongeveer 175°, hoewel sensibilisatie van moderne soorten met een laag koolstofgehalte onwaarschijnlijk is, tenzij het staal langdurig wordt verhit. Kleine hoeveelheden titanium (321) of niobium (347) toegevoegd om het materiaal te stabiliseren zal de vorming van chroomcarbiden tegengaan.
Om bestand te zijn tegen oxidatie en kruip zijn koolstofkwaliteiten met een hoog koolstofgehalte zoals 304H of 316H worden vaak gebruikt. Hun betere kruipweerstand heeft te maken met de aanwezigheid van carbiden en de iets grovere korrelgrootte bij hogere gloeitemperaturen. Omdat het hogere koolstofgehalte onvermijdelijk leidt tot sensibilisatie, kan er een risico op corrosie zijn tijdens fabrieksonderbrekingen. 347H.
De stolsterkte van austenitisch roestvast staal kan ernstig worden aangetast door kleine toevoegingen van onzuiverheden zoals zwavel en fosfor. In combinatie met de hoge uitzettingscoëfficiënt van het materiaal kan dit ernstige problemen veroorzaken bij het stollen. De meeste 304 type legeringen zijn ontworpen om aanvankelijk te stollen als deltaferriet, dat een hoge oplosbaarheid voor zwavel heeft, en bij verdere afkoeling overgaat in austeniet. Hierdoor ontstaat een austenitisch materiaal met kleine stukjes restdeltagferriet, dus geen echt austenitisch materiaal in de strikte zin van het woord. Vulmetaal bevat vaak verdere toevoegingen van deltaferriet om scheurvrije lassen te garanderen.
Het deltaferriet kan transformeren naar een zeer brosse fase die sigma wordt genoemd, als het gedurende zeer lange tijd boven 550°C wordt verhit (kan enkele duizenden uren duren, afhankelijk van het chroomniveau. Een duplex roestvast staal kan al na enkele minuten bij deze temperatuur de sigmafase vormen)
De zeer hoge uitzettingscoëfficiënt van dit materiaal betekent dat lasvervorming behoorlijk heftig kan zijn. Ik heb dikke ringflenzen op drukvaten na het lassen zo ver zien torderen dat een vloeistofafdichting onmogelijk is. Thermische spanning is een ander groot probleem bij roestvrij staal; voortijdig falen kan optreden bij drukinstallaties die verwarmd worden door een mantel of spoelen die bevestigd zijn aan een koude ader. Dit materiaal heeft een slecht warmtegeleidingsvermogen, daarom is een lagere lasstroom nodig (meestal 25% minder dan koolstofstaal) en kunnen smallere lasvoorbereidingen worden getolereerd. Alle gebruikelijke lasprocessen kunnen met succes worden gebruikt, maar de hoge neersmeltsnelheden bij SAW kunnen leiden tot stollingsscheuren en mogelijk tot sensibilisatie, tenzij de juiste voorzorgsmaatregelen worden genomen.
Om een goede corrosieweerstand van de laswortel te garanderen, moet deze tijdens het lassen en de daaropvolgende afkoeling beschermd worden tegen de atmosfeer door een inert gasmantel. Het gasmasker moet rond de laswortel worden opgesloten door een geschikte dam, die een continue gasstroom door het gebied mogelijk moet maken. Het lassen mag niet beginnen voordat er voldoende tijd is verstreken om het volume van het spoelgas dat door de dam stroomt gelijk te laten zijn aan 6 keer het volume dat zich in de dam bevindt (EN1011 Deel 3 beveelt 10 aan). Zodra het doorspoelen voltooid is, moet het doorspoeldebiet verlaagd worden zodat het slechts een kleine positieve druk uitoefent, voldoende om lucht buiten te sluiten. Als een goede corrosiebestendigheid van de wortel vereist is, mag het zuurstofniveau in de damp niet hoger zijn dan 0,1% (1000 ppm); voor extreme corrosiebestendigheid moet dit verlaagd worden tot 0,015% (150 ppm). Als backing gas wordt meestal argon of helium gebruikt; stikstof wordt vaak gebruikt als economisch alternatief waar corrosiebestendigheid niet kritisch is, Nitrogrn + 10% Helium is beter. Er is een grote verscheidenheid aan eigen pasta's en backingmaterialen beschikbaar die gebruikt kunnen worden om de wortel te beschermen in plaats van een gasschild. In sommige toepassingen waar corrosie en oxideverkooksing van de laswortel niet belangrijk zijn, zoals bij grote roestvast stalen buizen, wordt geen gasbescherming gebruikt.
Koolstofgehalte:
304L Laag Koolstofgehalte, meestal 0,03% Max.
304 kwaliteit Middelzware koolstof, meestal 0,08% max.
304H Hoog koolstofgehalte, meestal tot 0,1%
Hoe hoger het koolstofgehalte, hoe groter de vloeigrens. (Vandaar het lengtevoordeel bij het gebruik van gestabiliseerde kwaliteiten)
Typische legering
| 304 316 316Ti 320 321 347 308 309 | (18-20Hr, 8-12Ni) (16-18Hr, 10-14Ni + 2-3Mo) (316 met titanium toegevoegd) (Zelfde als 316Ti) (17-19Cr, 9-12Ni + titanium) (17-19Cr, 9-13Ni + Niobium) (19-22Cr, 9-11Ni) (22-24Cr, 12-15Ni) | 304 + Molybdeen 304 + Moly + Titanium – 304 + Titanium 304 + Niobium 304 + Extra 2%Cr 304 + Extra 4%Cr + 4% Ni |
Alle bovenstaande roestvast staalsoorten zijn basisvarianten van 304. Ze zijn allemaal goed lasbaar en hebben allemaal hetzelfde toevoegmateriaal. Ze zijn allemaal goed lasbaar en hebben allemaal bijpassende lastoevoegmaterialen, behalve 304, die wordt gelast met 308 of 316, 321 wordt gelast met 347 (titanium wordt niet gemakkelijk overgebracht op de boog) en 316Ti wordt normaal gelast met 318.
Molybdeen heeft hetzelfde effect op de microstructuur als chroom, behalve dat het een betere weerstand geeft tegen putcorrosie. Daarom heeft een 316 minder chroom nodig dan een 304.
| 310 | (24-26Cr, 19-22Ni) | Echt Austenitisch. Dit materiaal transformeert niet naar ferriet bij afkoeling en bevat daarom geen deltaferriet. Het heeft geen last van verbrossing in de sigmafase, maar kan lastig te lassen zijn. |
| 904L | (20H, 25N, 4,5M) | Super Austenitisch Of nikkellegering. Superieur corrosie weerstand, mits ze zorgvuldig worden gelast met een lage warmte-inbreng (minder dan 1 kJ/mm aanbevolen) en hoge verplaatsingssnelheden zonder weven. Elke lasnaad mag niet worden gestart voordat de metaaltemperatuur onder 100°C is gedaald. Het is onwaarschijnlijk dat een gelijkmatige verdeling van de legering in de hele las wordt bereikt (segregatie). Daarom moet dit materiaal ofwel worden gelast met een overgelegeerd toevoegmateriaal zoals een 625 of na het lassen in oplossing worden gegloeid, als het maximum is bereikt. corrosiebestendigheid is vereist. |
Verwante referenties:
Austenitisch roestvast staal
Superaustenitisch roestvast staal
Austenitische roestvast staalsoorten
Austenitisch roestvast staal voor houtbevestigingen
Magnetische eigenschappen van Austenitisch roestvast staal
Vergelijkingstabel Austenitisch roestvast staal
Oppervlakteharden van Austenitisch roestvast staal met stikstof
Effect van Austenitische staalsamenstelling en warmtebehandeling
Vergeleken Austenitisch en Duplex staalsterkte en kwetsbaarheid
Spanningsverminderende warmtebehandeling voor Austenitisch roestvast staal
Mechanismemeting van werkharding van Austenitisch staal
Effect van samenstelling op magnetische permeabiliteit van austenitisch staal
Effect van koudvervormen en warmtebehandeling van Austenitisch roestvast staal