
Kenmerken, technische parameters en smeedmethoden van roestvrijstalen vlakke lasflenzen
In het vroege stadium van smeedvervorming van roestvrijstalen vlakke gelaste flenzen, omdat de poreuze voorvorm gemakkelijk te vervormen is, is de vervormingskracht klein en neemt de dichtheid snel toe. In het latere stadium van het smeedvormen, als gevolg van de sluiting van de meeste poriën, neemt de vervormingsweerstand toe en de vervormingskracht die nodig is om de resterende poriën te elimineren neemt snel toe. De vervormingsweerstand is nauw verbonden met de vervormingstemperatuur. Een hogere deformatietemperatuur bevordert de verdichting en vermindert de vervormingsweerstand. De hogere vervormingssnelheid is ook bevorderlijk voor de compactheid van roestvrijstalen vlakke lasflenzen.
Het smeedproces van roestvrijstalen vlakke gelaste flenzen stelt strengere eisen aan de uitrusting dan het traditionele matrijssmeden en de verplaatsingskenmerken van de stempel moeten overeenkomen met de vervorming en de compacte kenmerken van de voorvorm. De contacttijd tussen de voorvorm en de mal moet zo kort mogelijk zijn. De smeedpers moet een goede stijfheid hebben en de beweegbare balk en zuiger moeten een goede geleidingsnauwkeurigheid hebben om de nauwkeurigheid van het smeedstuk te garanderen. Daarom is het smeden van roestvrijstalen vlakke gelaste flenzen over het algemeen kiezen voor mechanische persen, zoals krukas persen, of wrijving persen met een hogere precisie.
Eigenschappen van roestvrijstalen vlakke lasflens
Vlak gelaste roestvrijstalen flenzen besparen niet alleen ruimte en gewicht, maar zorgen er vooral voor dat de verbindingen niet lekken en goede afdichtingsprestaties hebben. De reden waarom de afmetingen van de compacte roestvrijstalen flens kleiner zijn, is dat de diameter van de afdichting kleiner is, waardoor de doorsnede van het afdichtingsoppervlak kleiner wordt. Ten tweede is de flenspakking vervangen door een afdichtingsring om ervoor te zorgen dat het afdichtingsoppervlak overeenkomt met het afdichtingsoppervlak. Naarmate de vereiste druk afneemt, kunnen de grootte en het aantal bouten dienovereenkomstig worden verminderd, zodat het uiteindelijke ontwerp klein en licht is (70% tot 80% lichter dan het gewicht van traditionele flenzen). product. Daarom is het type roestvrijstalen vlakke lasflens een flensproduct van relatief hoge kwaliteit, dat de kwaliteit en ruimte vermindert en een belangrijke rol speelt in industrieel gebruik.
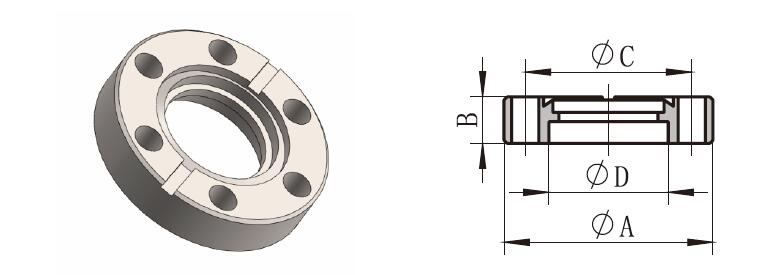
Technische parameters van roestvrijstalen vlakke lasflens
- Buitendiameter van roestvrijstalen flens: 75mm-2190mm
- De diameter van de middencirkel van het boutgat: 50mm--2130mm
- Diameter boutgat: 11mm-30mm
- Aantal schroefgaten: 4-48
- Draad: M10-M27
- Flensdikte: 12mm-58mm
- Buis buitendiameter: A(17,2-2032MM) B(14-2020MM)
- Binnendiameter flens: A (18-2036MM) B (15-2024MM)
- Theoretisch gewicht van flens: 0,36kg-234,6kg (DN1800)
- Materiaal: A105, 20#, Q235, 16Mn, 304, 304L, 316, 316L, 321
- Productienormen: HG/T20592-2009, GB/T9119-2000, SH3406-1996, JB/T81-1994, DIN 2573, DIN 2576, EN1092-1
Productnaam: plaat vlakke lasflens
Werkdruk: PN0.25MPa, PN0.6MPa, PN1.0MPa, PN1.6MPa, PN2.5MPa
Productcategorie: Vlakke plaatflens (FF), verhoogde plaatflens (RF)
Productiematerialen: 304 316 316L 316L 321 2025Q23516MN enzovoort.
Aansluitvorm: enkelzijdig lassen, dubbelzijdige moerverbinding.
Producteigenschappen: mooi uiterlijk, glad oppervlak, zuur- en alkalibestendigheid, anticorrosiebestendigheid en sterke textuurprestaties.

3. de smeedmethode van roestvrijstalen vlakke lasflens
Het smeden van roestvaststalen vlakke lassen flenzen kan worden onderverdeeld in vrij smeden, stuiken, extruderen, matrijssmeden, matrijssmeden met gesloten matrijs en stuiken met gesloten matrijs. Gesloten matrijssmeedwerk en gesloten stuiken hebben een hoog materiaalgebruik omdat er geen uitvloeiing is. Het is mogelijk om complexe smeedstukken af te werken met één of meerdere processen. Omdat er geen uitvloeiing is, is het krachtdragend oppervlak van het smeedstuk kleiner en de vereiste belasting ook. Er moet echter opgemerkt worden dat de vormstukken niet volledig beperkt kunnen worden. Daarom moet het volume van de vormstukken strikt gecontroleerd worden, moet de relatieve positie van de smeedmatrijzen en de meting van de smeedstukken gecontroleerd worden en moeten er inspanningen geleverd worden om de slijtage van de smeedmatrijzen te verminderen.
Volgens de bewegingsmodus van de smeedmatrijs, kan smeden worden onderverdeeld in slingerwalsen, slingerwielsmeedwerk, rolsmeedwerk, kruiswigwalsen, ringwalsen en kruiswalsen. Slingerwalsen, pendelend roterend smeden en ringwalsen kunnen ook worden verwerkt door precisiesmeden. Om de benuttingsgraad van materialen te verbeteren, kunnen rolsmeedwerk en kruiswalsen worden gebruikt als voorbewerking van slanke materialen. Roterend smeden is, net als vrij smeden, ook gedeeltelijk gevormd. Het voordeel is dat het zelfs gevormd kan worden als de smeedkracht kleiner is in vergelijking met de grootte van het smeedstuk. Bij deze smeedmethode, inclusief vrij smeden, zet het materiaal uit van de omgeving van het matrijsoppervlak naar het vrije oppervlak tijdens de bewerking. Daarom is het moeilijk om de nauwkeurigheid te garanderen. Daarom kan de bewegingsrichting van de smeedmatrijs en het smeedproces worden geregeld door een computer. De smeedkracht van het bedrijf kan producten met complexe vormen en hoge precisie maken. Bijvoorbeeld, de productie van smeedstukken zoals stoomturbinebladen met een breed scala aan variëteiten en grote afmetingen.
Wanneer de temperatuur 300-400°C (blauwe brosse zone van staal) overschrijdt en 700-800°C bereikt, zal de vervormingsweerstand sterk afnemen en zal de vervormingsenergie sterk verbeteren. Volgens het smeden uitgevoerd in verschillende temperatuurgebieden, volgens de verschillende smeedkwaliteit en smeedprocesvereisten, kan het worden onderverdeeld in drie vormtemperatuurgebieden: koud smeden, warm smeden en warm smeden. Oorspronkelijk is er geen strikte grens aan de verdeling van deze temperatuurzone. In het algemeen wordt smeden in een temperatuurzone met herkristallisatie warm smeden genoemd en smeden zonder verwarming bij kamertemperatuur koud smeden.
Bij het smeden bij lage temperatuur verandert de grootte van het smeedstuk weinig. Bij smeden onder 700°C is er weinig oxidehuidvorming en is er geen ontkoling op het oppervlak van de roestvaststalen flens. Zolang de vervormingsenergie binnen het bereik van de vervormingsenergie ligt, is koudsmeden eenvoudig om een goede maatnauwkeurigheid en oppervlakteafwerking te verkrijgen. Zolang de temperatuur en de smeringskoeling goed geregeld zijn, kan het warme smeden onder 700°C ook een goede nauwkeurigheid verkrijgen. Tijdens het warmsmeden kunnen grote smeedstukken met complexe vormen worden gesmeed dankzij de kleine vervormingsenergie en vervormingsweerstand. Om smeedstukken met een hoge maatnauwkeurigheid te verkrijgen, kan warm smeden gebruikt worden bij temperaturen tussen 900-1000°C. Besteed bovendien aandacht aan het verbeteren van de werkomgeving van warmsmeedwerk. Het leven van de smeedmatrijs (warm smeden 2-5 duizend, warm smeden 10.000 tot 20.000, koud smeden 20.000 tot 50.000) is korter dan smeden in andere temperatuurbereiken, maar het heeft een grote mate van vrijheid en lage kosten.
De blenk ondergaat vervorming en werkharding tijdens het koud smeden, waardoor de smeedmatrijs hoge belastingen moet weerstaan. Daarom is het noodzakelijk om een smeedmatrijs met hoge sterkte en een harde smeerfilmbehandelingsmethode te gebruiken om slijtage en adhesie te voorkomen. Om scheuren in de blenk te voorkomen, wordt bovendien tussentijds gloeien uitgevoerd als dat nodig is om de vereiste vervormbaarheid te garanderen. Om een goede smering te behouden, kan de blenk worden gefosfateerd. Bij de continue verwerking van staven en walsdraad kan de doorsnede momenteel niet worden gesmeerd, en de mogelijkheid om fosfaatsmeermethodes te gebruiken wordt bestudeerd.
Verwante referenties:
Roestvrijstalen Buisverbinding
De Verbindingsmethode van de Roestvrij staalpijpmontage
ISO stalen buizen en hulpstukken standaard en specificaties
DIN stalen buis en hulpstukken standaard en specificatie
BS Buizen en Fitting Standaard en Specificatie
JIS pijp pijpfitting standaard
ASTM Standaardspecificatie voor mechanisch buizenstelsel
ASTM A403 gesmeed Austenitisch roestvast staal hulpstukken voor pijpleidingen
Hydrostatische test drukflensfittingen
ASTM materiaalspecificatie Passende Flens Gegoten Smeedstuk Klep
ASTM Standaardspecificatie voor kleppen
DIN 1686 - Norm voor ruw gietwerk algemene tolerantie
Materiaalvergelijkingstabel DIN 1691 1693 en DIN EN 1561
ISO-tolerantietabel
ISO-toleranties voor bevestigingsmiddelen
Toleranties volgens ISO 9445 Koudgewalst smal en breedband
Toleranties volgens ISO 9444 ontinuously Warmgewalst bandstaal
ISO stalen buizen en hulpstukken standaard en specificaties
Toleranties volgens ISO 18286 warmgewalste roestvaststalen kwartoplaat