
Oțel inoxidabil austenitic
Austenitic | Martensitic | Ferritic | Duplex | Super Duplex | Superaustenitic | Superferritic | Întărirea prin precipitare
Oțelul inoxidabil austenitic este dominant pe piață. Grupul include foarte frecventul AISI 304 și AISI 316 dar și oțelul AISI cu aliere superioară 310S și ASTM N08904 / 904L
Oțelurile austenitice se caracterizează prin conținutul ridicat de formatori de austenită, în special nichel. Ele sunt, de asemenea, aliate cu crom, molibden și uneori cu cupru, titan, niobiu și azot. Alierea cu azot crește limita de curgere a oțelurilor.
Oțelul inoxidabil austenitic are o gamă foarte largă de aplicații, de exemplu în industria chimică și în industria alimentară. Oțelul fără molibden are, de asemenea, foarte bune temperatură ridicată și, prin urmare, sunt utilizate în cuptoare și schimbătoare de căldură. Rezistența lor bună la impact la temperaturi scăzute este adesea exploatată în aparate precum recipientele pentru lichide criogenice.
Austenitic oțel inoxidabil nu pot fi întărite de tratament termic. Acestea sunt furnizate în mod normal în stingere–recoacere ceea ce înseamnă că sunt moi și foarte formabile.
Prelucrarea la rece le crește duritate și rezistență. Prin urmare, anumite tipuri de oțel sunt furnizate în stare întinsă la rece sau laminată dur. Austenitic Oțelul inoxidabil are ductilitate ridicată, scăzută rezistența la curgere și relativ ridicat final rezistență la tracțiune, comparativ cu un oțel carbon tipic.
Un oțel carbon la răcire se transformă din Austenit la un amestec de ferită și cementită. În cazul tuburilor din oțel inoxidabil austenitic, conținutul ridicat de crom și nichel suprimă această transformare, menținând materialul complet austenit la răcire (nichelul menține faza austenită la răcire, iar cromul încetinește transformarea, astfel încât se poate obține o structură complet austenitică cu numai 8% nichel).
Tratament termic și ciclul termic cauzat de sudare, au o influență redusă asupra proprietăților mecanice. Cu toate acestea, rezistența și duritatea pot fi crescute prin prelucrare la rece, care va reduce, de asemenea, ductilitatea. O soluție completă de recoacere (încălzire la aproximativ 1045°C urmată de stingere sau răcire rapidă) va readuce materialul la starea sa inițială, eliminând segregarea aliajului, sensibilizarea, faza sigma și restabilind ductilitate după prelucrarea la rece. Din păcate, răcirea rapidă va reintroduce tensiuni reziduale, care ar putea fi la fel de mari ca punctul de curgere. De asemenea, pot apărea deformări dacă obiectul nu este susținut corespunzător în timpul procesului de recoacere.
Oțelurile austenitice nu sunt susceptibile la fisurarea cu hidrogen, prin urmare preîncălzirea este rareori necesară, cu excepția reducerii riscului de tensiuni de contracție în secțiunile groase. Post-sudare tratament termic este rareori necesară, deoarece acest material are o rezistență ridicată la fracturare fragilă; ocazional, se realizează reducerea tensiunilor pentru a reduce riscul de fisurarea prin coroziune sub tensiuneCu toate acestea, este posibil ca acest lucru să provoace sensibilizare, cu excepția cazului în care se utilizează un grad stabilizat (se poate obține o atenuare limitată a tensiunilor cu un grad scăzut de temperatură de aproximativ 450°C ). Diagrama comparativă oțel inoxidabil austenitic / oțel inoxidabil super austenitic

| China GB | Codul digital unificat ISO | ASTM / ASME Grad | Cod UNS | RO Cod | Companie Grad comercial |
| 06Cr19Ni10 | S30408 | 304 | S30400 | 1.4301 | – |
| 07Cr19Ni10 | S30409 | 304H | S30409 | 1.4948 | – |
| 022Cr19Ni10 | S30403 | 304L | S30403 | 1.4307 | – |
| 022Cr19Ni10N | S30453 | 304LN | S30453 | 1.4311 | – |
| – | – | Super304 | S30432 | – | Super304H(NSSMC) |
| 06Cr18Ni11Ti | S32168 | 321 | S32100 | 1.4541 | – |
| 07Cr18Ni11Ti | S32169 | 321H | S32109 | 1.494 | – |
| 06Cr17Ni12Mo2 | S31608 | 316 | S31600 | 1.4401 | – |
| 022Cr17Ni12Mo2 | S31603 | 316L | S31603 | 1.4404 | – |
| 022Cr17Ni12Mo2N | S31653 | 316LN | S31653 | 1.4406 | – |
| 06Cr17Ni12Mo3Ti | S31668 | 316Ti | S31635 | 1.4571 | – |
| 00Cr17Ni14Mo2 | 316LMoD/316LUG | S31603 | 1.4435 | – | |
| 022Cr19Ni13Mo3 | S31703 | 317L | S31703 | 1.4438 | – |
| 022Cr19Ni16Mo5N | S31723 | 317LMN | S31725 | 1.4439 | – |
| 06Cr25Ni20 | S31008 | 310S | S31008 | 1.4845 | – |
| 00Cr19Ni11 | – | 304L | S30403 | 1.4307 | 3RE12(Sandvik) |
| – | – | 310L | S31002 | 1.4335 | 2RE10(Sandvik) |
| 20Cr25Ni20 | S31020 | 310H | S31009 | 1.4821 | |
| 16Cr25Ni20Si2 | S38340 | 314 | – | 1.4841 | |
| 022Cr25Ni22Mo2N | S31053 | 310MoLN | S31050 | 1.4466 | 2RE69(Sandvik) |
| – | – | 310HCbN | S31042 | – | HR3C(NSSMC) |
| 07Cr18Ni11Nb | S34749 | 347H | S34709 | 1.4942 | – |
| – | – | 347HFG | S34710 | – | – |
| 015Cr21Ni26M5Cu2 | S31782 | 904L | N08904 | 1.4539 | 2RK65(Sandvik) |
| 015Cr20Ni18Mo6CuN | S31252 | S31254 | S31254 | 1.4547 | 254SMO (Sandvik) |
| 00Cr20Ni24Mo6N | – | N08367 | N08367 | – | AL6XN, AL6XN plus(ATI) |
| 00Cr21Ni25Mo6CuN | – | N08926 | N08926 | 1.4529 | – |
| 015Cr24Ni22Mo8Mn3CuN | S32652 | S32654 | S32654 | 1.4652 | 654SMO(Outokumpu) |
| 00Cr22Ni27Mo7CuN | – | S31277 | S31277 | – | – |
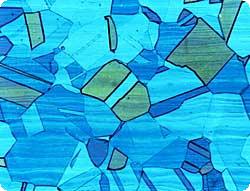 |
| Imaginea arată microstructura unui oțel inoxidabil austenitic. |
Test metalografic - Testare metalografică
Raport de testare metalografică
Oțelurile austenitice au o structură atomică F.C.C. care oferă mai multe planuri pentru fluxul de dislocații, combinată cu nivelul scăzut de elemente interstițiale (elemente care blochează lanțul de dislocații), conferă acestui material ductilitatea sa bună. Acest lucru explică, de asemenea, de ce acest material nu are un punct de curgere clar definit, motiv pentru care limita de curgere este întotdeauna exprimată ca o tensiune de probă. Oțelurile austenitice au o tenacitate excelentă până la temperaturi absolute reale (-273°C), fără tranziție bruscă de la ductil la fragil.
Acest material are o bună rezistență la coroziune, dar în anumite medii poate apărea o coroziune destul de severă. Alegerea corectă a consumabilului de sudură și a tehnicii de sudare poate fi crucială, deoarece metalul sudat se poate coroda mai mult decât materialul de bază.
Probabil cea mai mare cauză de defectare a instalațiilor sub presiune fabricate din oțel inoxidabil este fisurarea prin coroziune sub tensiune (S.C.C). Acest tip de coroziune formează fisuri adânci în material și este cauzat de prezența clorurilor în fluidul de proces sau în apa de încălzire/vapori (este esențială o bună tratare a apei), la o temperatură de peste 50°C, atunci când materialul este supus unei tensiuni de tracțiune (această tensiune include tensiunea reziduală, care poate ajunge până la limita de curgere). Creșterea semnificativă a nichelului și a molibdenului va reduce riscul.
Oțelul inoxidabil are o peliculă de oxid foarte subțire și stabilă, bogată în crom. Această peliculă se reformează rapid prin reacție cu atmosfera dacă este deteriorată. În cazul în care tubul din oțel inoxidabil nu este protejat corespunzător de atmosferă în timpul sudării sau este supus unor operații de rectificare foarte intense, se va forma un strat de oxid foarte gros. Acest strat gros de oxid, care se distinge prin nuanța sa albastră, va avea sub el un strat de crom sărăcit, care va afecta rezistența la coroziune. Atât pelicula de oxid, cât și stratul sărăcit trebuie îndepărtate, fie mecanic (se recomandă șlefuirea cu un abraziv fin, periajul cu sârmă și sablarea vor avea un efect mai redus), fie chimic (decapare acidă cu un amestec de acid nitric și fluorhidric). Odată curățată, suprafața poate fi pasivată chimic pentru a spori rezistența la coroziune (pasivarea reduce reacția anodică implicată în procesul de coroziune).
Uneltele din oțel carbon, de asemenea, suporturile sau chiar scânteile de la șlefuirea oțelului carbon, pot încorpora fragmente în suprafața țevii din oțel inoxidabil. Aceste fragmente pot rugini dacă sunt umezite. Prin urmare, se recomandă ca fabricarea oțelului inoxidabil să fie efectuată într-o zonă separată și să se utilizeze, dacă este posibil, unelte speciale din oțel inoxidabil.
Dacă orice parte a oțelului inoxidabil este încălzită între 500 și 800 de grade pentru o perioadă rezonabilă de timp, există riscul ca cromul să formeze carburi de crom (un compus format cu carbon) cu orice carbon prezent în oțel. Acest lucru reduce cantitatea de crom disponibilă pentru a furniza pelicula pasivă și duce la coroziune preferențială, care poate fi severă. Acest lucru este adesea denumit sensibilizare. Prin urmare, atunci când se sudează oțel inoxidabil, este recomandabil să se utilizeze un aport scăzut de căldură și să se limiteze temperatura maximă de trecere la aproximativ 175°, deși sensibilizarea oțelurilor moderne cu conținut scăzut de carbon este puțin probabilă, cu excepția cazului în care sunt încălzite pentru perioade prelungite. Cantități mici fie de titan (321) sau niobiu (347) adăugat pentru a stabiliza materialul va inhiba formarea carburilor de crom.
Pentru a rezista la oxidare și fluaj, clasele cu conținut ridicat de carbon, cum ar fi 304H sau 316H sunt adesea utilizate. Rezistența la fluaj îmbunătățită a acestora este legată de prezența carburilor și de granulația ușor mai grosieră asociată cu temperaturi de recoacere mai ridicate. Deoarece conținutul mai ridicat de carbon duce în mod inevitabil la sensibilizare, poate exista un risc de coroziune în timpul opririi instalației, din acest motiv pot fi preferate tipurile stabilizate, cum ar fi 347H.
Rezistența la solidificare a oțelului inoxidabil austenitic poate fi grav afectată de adaosuri mici de impurități, cum ar fi sulful și fosforul, ceea ce, împreună cu coeficientul ridicat de expansiune al materialelor, poate cauza probleme grave de fisurare a solidificării. Cele mai multe 304 sunt concepute pentru a se solidifica inițial sub formă de ferită delta, care are o solubilitate ridicată pentru sulf, transformându-se în austenită la răcire ulterioară. Acest lucru creează un material austenitic care conține mici pete de ferită delta reziduală, prin urmare nu este un austenitic adevărat în sensul strict al cuvântului. Metalul de umplutură conține adesea adaosuri suplimentare de ferită delta pentru a asigura suduri fără fisuri.
Ferita delta se poate transforma într-o fază foarte fragilă numită sigma, dacă este încălzită la peste 550°C pentru perioade foarte lungi (poate dura câteva mii de ore, în funcție de nivelul de crom. Un oțel inoxidabil duplex poate forma faza sigma după doar câteva minute la această temperatură)
Coeficientul foarte ridicat de dilatare asociat acestui material înseamnă că deformarea prin sudare poate fi destul de gravă. Am văzut flanșe cu inele groase pe recipiente sub presiune care se răsucesc după sudare într-o asemenea măsură încât este imposibilă etanșarea fluidului. Tensiunea termică este o altă problemă majoră asociată cu oțel inoxidabil; defectarea prematură poate apărea la instalațiile sub presiune încălzite de o manta sau de bobine atașate la un vas rece. Acest material are o conductivitate termică slabă, prin urmare este necesar un curent de sudare mai mic (de obicei 25% mai puțin decât oțelul carbon) și pot fi tolerate preparate de îmbinare mai înguste. Toate procedeele obișnuite de sudare pot fi utilizate cu succes, însă ratele ridicate de depunere asociate cu SAW ar putea provoca fisuri de solidificare și, eventual, sensibilizare, dacă nu sunt luate măsurile de precauție adecvate.
Pentru a asigura o bună rezistență la coroziune a rădăcinii sudurii, aceasta trebuie să fie protejată de atmosferă printr-un scut de gaz inert în timpul sudării și al răcirii ulterioare. Scutul de gaz trebuie să fie reținut în jurul rădăcinii sudurii printr-un baraj adecvat, care trebuie să permită un flux continuu de gaz prin zonă. Sudarea nu trebuie să înceapă până când nu a trecut suficient timp pentru a permite ca volumul de gaz de purjare care curge prin baraj să fie egal cu cel puțin de 6 ori volumul conținut în baraj (EN1011 partea 3 recomandă 10). Odată ce purjarea este completă, debitul de purjare trebuie redus astfel încât să exercite doar o mică presiune pozitivă, suficientă pentru a exclude aerul. Dacă este necesară o bună rezistență la coroziune a rădăcinii, nivelul de oxigen din baraj nu trebuie să depășească 0,1% (1000 ppm); pentru o rezistență extremă la coroziune, acesta trebuie redus la 0,015% (150 ppm). Gazele de susținere sunt de obicei argon sau heliu; azotul este adesea utilizat ca o alternativă economică în cazul în care rezistența la coroziune nu este critică, Nitrogrn + 10% heliu este mai bun. Este disponibilă o mare varietate de paste și materiale de suport brevetate care pot fi utilizate pentru a proteja rădăcina în locul unui scut de gaz. În unele aplicații în care coroziunea și oxidarea rădăcinii sudurii nu sunt importante, cum ar fi conductele mari din oțel inoxidabil, nu se utilizează nici un suport de gaz.
Conținutul de carbon:
304L grad scăzut de carbon, de obicei 0.03% Max
304 Grad mediu de carbon, de obicei 0.08% Max
304H grad ridicat de carbon, de obicei până la 0,1%
Cu cât conținutul de carbon este mai mare, cu atât rezistența la curgere este mai mare. (De aici și avantajul lungimii în utilizarea calităților stabilizate)
Conținutul tipic al aliajului
| 304 316 316Ti 320 321 347 308 309 | (18-20Cr, 8-12Ni) (16-18Cr, 10-14Ni + 2-3Mo) (316 cu titan adăugat) (La fel ca 316Ti) (17-19Cr, 9-12Ni + titan) (17-19Cr, 9-13Ni + Niobiu) (19-22Cr, 9-11Ni) (22-24Cr, 12-15Ni) | 304 + molibden 304 + Moly + Titan – 304 + Titan 304 + Niobiu 304 + Extra 2%Cr 304 + Extra 4%Cr + 4% Ni |
Toate tipurile de oțel inoxidabil de mai sus sunt variații de bază ale unui 304. Toate sunt ușor sudabile și toate au consumabile corespunzătoare, cu excepția 304 care este sudat cu 308 sau 316, 321 este sudat cu 347 (titanul nu este transferat cu ușurință prin arc) și 316Ti este în mod normal sudat cu 318.
Molibdenul are același efect asupra microstructurii ca și cromul, cu excepția faptului că oferă o rezistență mai bună la coroziunea prin înțepături. Prin urmare, un 316 necesită mai puțin crom decât un 304.
| 310 | (24-26Cr, 19-22Ni) | Austenitic adevărat. Acest material nu se transformă în ferită la răcire și, prin urmare, nu conține ferită delta. Nu va suferi fragilizarea în fază sigma, dar poate fi dificil de sudat. |
| 904L | (20Cr, 25Ni, 4.5Mo) | Super austenitic Sau aliaj de nichel. Superior coroziune cu condiția ca acestea să fie sudate cu atenție, cu un aport redus de căldură (se recomandă mai puțin de 1 kJ/mm) și cu viteze de deplasare rapide, fără împletire. Fiecare rând de sudură nu trebuie început până când temperatura metalului nu scade sub 100 °C. Este puțin probabil să se obțină o distribuție uniformă a aliajului în întreaga sudură (segregare), prin urmare acest material trebuie fie sudat cu un consumabil supraaliat, cum ar fi 625, fie recopt în soluție după sudare, în cazul în care rezistență la coroziune este necesară. |
Referințe conexe:
Oțel inoxidabil austenitic
Oțel inoxidabil superaustenitic
Tipuri de clase de oțel inoxidabil austenitic
Oțel inoxidabil austenitic pentru fixarea lemnului
Proprietățile magnetice ale oțelului inoxidabil austenitic
Tabelul de comparare a gradelor de oțel inoxidabil austenitic
Întărirea superficială a oțelului inoxidabil austenitic cu azot
Efectul compoziției oțelului austenitic și al tratamentului termic
Compararea rezistenței și vulnerabilității oțelului austenitic și duplex
Tratament termic de reducere a tensiunilor pentru oțel inoxidabil austenitic
Măsurarea mecanismului de călire a oțelului austenitic
Efectul compoziției Permeabilitatea magnetică a oțelului austenitic
Efectul prelucrării la rece și al tratamentului termic al oțelului inoxidabil austenitic