
Austenitischer rostfreier Stahl
Austenitisch | Martensitisch | Ferritisch | Duplex | Super Duplex | Superaustenitisch | Superferritisch | Ausscheidungshärtung
Austenitische nichtrostende Stähle sind marktbeherrschend. Zu dieser Gruppe gehören die sehr verbreiteten AISI 304 und AISI 316 Stahl, sondern auch der höher legierte AISI 310S und ASTM N08904 / 904L
Austenitische Stähle zeichnen sich durch ihren hohen Gehalt an Austenitbildnern aus, insbesondere Nickel. Sie werden auch mit Chrom, Molybdän und manchmal mit Kupfer legiert, Titan, Niob und Stickstoff. Durch die Legierung mit Stickstoff wird die Streckgrenze der Stähle erhöht.
Austenitische nichtrostende Stähle haben ein sehr breites Anwendungsspektrum, z. B. in der chemischen Industrie und der Lebensmittelindustrie. Die molybdänfreien Stähle haben auch sehr gute Hochtemperatur Eigenschaften und werden daher in Öfen und Wärmetauschern verwendet. Ihre gute Kerbschlagzähigkeit bei niedrigen Temperaturen wird häufig in Apparaten wie Behältern für kryogene Flüssigkeiten ausgenutzt.
Austenitisch rostfreier Stahl kann nicht gehärtet werden durch Wärmebehandlung. Sie werden normalerweise in der Abschrecken–Glühen Das bedeutet, dass sie weich und gut formbar sind.
Die Kaltbearbeitung erhöht ihre Härte und Festigkeit. Bestimmte Stahlsorten werden daher im kaltgestreckten oder hartgewalzten Zustand geliefert. Austenitisch rostfreiem Stahl haben eine hohe Duktilität, niedrige Streckgrenze und relativ hohe Bruchlast Zugfestigkeitim Vergleich zu einem typischen Kohlenstoffstahl.
Ein Kohlenstoffstahl verwandelt sich beim Abkühlen von Austenit zu einer Mischung aus Ferrit und Zementit. Bei austenitischen Rohren aus rostfreiem Stahl unterdrückt der hohe Chrom- und Nickelgehalt diese Umwandlung, so dass das Material beim Abkühlen vollständig austenitisch bleibt (das Nickel erhält die Austenitphase beim Abkühlen und das Chrom verlangsamt die Umwandlung, so dass mit nur 8% Nickel eine vollständig austenitische Struktur erreicht werden kann).
Wärmebehandlung und der durch das Schweißen verursachte thermische Zyklus haben wenig Einfluss auf die mechanischen Eigenschaften. Festigkeit und Härte können jedoch erhöht werden durch Kaltumformungwodurch auch die Duktilität verringert wird. Ein vollständiges Lösungsglühen (Erhitzen auf ca. 1045 °C und anschließendes Abschrecken oder schnelles Abkühlen) stellt den ursprünglichen Zustand des Materials wieder her, beseitigt Legierungsseigerungen, Sensibilisierung, Sigma-Phase und stellt die Duktilität nach der Kaltverformung. Leider werden durch die schnelle Abkühlung erneut Eigenspannungen eingebracht, die bis zur Streckgrenze reichen können. Außerdem kann es zu Verformungen kommen, wenn das Objekt während des Glühens nicht richtig abgestützt wird.
Austenitische Stähle sind nicht anfällig für Wasserstoffrisse, daher ist ein Vorwärmen nur selten erforderlich, außer um das Risiko von Schrumpfspannungen in dicken Profilen zu verringern. Nach dem Schweißen Wärmebehandlung ist selten erforderlich, da dieses Material eine hohe Sprödbruchsicherheit aufweist; gelegentlich wird ein Spannungsabbau durchgeführt, um das Risiko von SpannungsrisskorrosionDies kann jedoch zu einer Sensibilisierung führen, es sei denn, es wird eine stabilisierte Sorte verwendet (eine begrenzte Spannungsentlastung kann mit einer niedrigen Sorte erreicht werden). Temperatur von etwa 450°C ). Vergleichstabelle austenitischer rostfreier Stahl / superaustenitischer rostfreier Stahl

| China GB | ISO Einheitlicher Digitaler Code | ASTM / ASME Klasse | UNS-Code | EN-Code | Unternehmen Commercial Grade |
| 06Cr19Ni10 | S30408 | 304 | S30400 | 1.4301 | – |
| 07Cr19Ni10 | S30409 | 304H | S30409 | 1.4948 | – |
| 022Cr19Ni10 | S30403 | 304L | S30403 | 1.4307 | – |
| 022Cr19Ni10N | S30453 | 304LN | S30453 | 1.4311 | – |
| – | – | Super304 | S30432 | – | Super304H(NSSMC) |
| 06Cr18Ni11Ti | S32168 | 321 | S32100 | 1.4541 | – |
| 07Cr18Ni11Ti | S32169 | 321H | S32109 | 1.494 | – |
| 06Cr17Ni12Mo2 | S31608 | 316 | S31600 | 1.4401 | – |
| 022Cr17Ni12Mo2 | S31603 | 316L | S31603 | 1.4404 | – |
| 022Cr17Ni12Mo2N | S31653 | 316LN | S31653 | 1.4406 | – |
| 06Cr17Ni12Mo3Ti | S31668 | 316Ti | S31635 | 1.4571 | – |
| 00Cr17Ni14Mo2 | 316LMoD/316LUG | S31603 | 1.4435 | – | |
| 022Cr19Ni13Mo3 | S31703 | 317L | S31703 | 1.4438 | – |
| 022Cr19Ni16Mo5N | S31723 | 317LMN | S31725 | 1.4439 | – |
| 06Cr25Ni20 | S31008 | 310S | S31008 | 1.4845 | – |
| 00Cr19Ni11 | – | 304L | S30403 | 1.4307 | 3RE12(Sandvik) |
| – | – | 310L | S31002 | 1.4335 | 2RE10(Sandvik) |
| 20Cr25Ni20 | S31020 | 310H | S31009 | 1.4821 | |
| 16Cr25Ni20Si2 | S38340 | 314 | – | 1.4841 | |
| 022Cr25Ni22Mo2N | S31053 | 310MoLN | S31050 | 1.4466 | 2RE69(Sandvik) |
| – | – | 310HCbN | S31042 | – | HR3C(NSSMC) |
| 07Cr18Ni11Nb | S34749 | 347H | S34709 | 1.4942 | – |
| – | – | 347HFG | S34710 | – | – |
| 015Cr21Ni26M5Cu2 | S31782 | 904L | N08904 | 1.4539 | 2RK65(Sandvik) |
| 015Cr20Ni18Mo6CuN | S31252 | S31254 | S31254 | 1.4547 | 254SMO(Sandvik) |
| 00Cr20Ni24Mo6N | – | N08367 | N08367 | – | AL6XN, AL6XN plus(ATI) |
| 00Cr21Ni25Mo6CuN | – | N08926 | N08926 | 1.4529 | – |
| 015Cr24Ni22Mo8Mn3CuN | S32652 | S32654 | S32654 | 1.4652 | 654SMO(Outokumpu) |
| 00Cr22Ni27Mo7CuN | – | S31277 | S31277 | – | – |
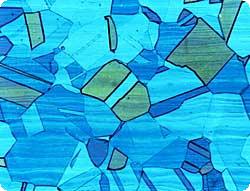 |
| Das Bild zeigt das Gefüge eines austenitischen rostfreien Stahls. |
Metallografische Prüfung - Metallografieprüfung
Metallographischer Prüfbericht
Austenitische Stähle haben eine F.C.C.-Atomstruktur, die mehr Ebenen für den Versetzungsfluss bietet. In Verbindung mit dem geringen Anteil an Zwischengitterelementen (Elemente, die die Versetzungskette blockieren) verleiht dies diesem Material seine gute Duktilität. Dies erklärt auch, warum dieser Werkstoff keine klar definierte Streckgrenze hat, weshalb seine Streckspannung immer als Dehnungsspannung ausgedrückt wird. Austenitische Stähle haben eine ausgezeichnete Zähigkeit bis zum absoluten Wert (-273°C), ohne steilen Übergang von duktil zu spröde.
Dieses Material hat eine gute Korrosionsbeständigkeit, aber in bestimmten Umgebungen kann es zu recht starker Korrosion kommen. Die richtige Wahl des Schweißzusatzes und der Schweißtechnik kann entscheidend sein, da das Schweißgut stärker korrodieren kann als das Grundmaterial.
Die wahrscheinlich häufigste Ursache für das Versagen von Druckanlagen aus nichtrostendem Stahl ist die Spannungsrisskorrosion (S.C.C.). Diese Art der Korrosion bildet tiefe Risse im Material und wird durch das Vorhandensein von Chloriden in der Prozessflüssigkeit oder im Heizungswasser/-dampf (eine gute Wasseraufbereitung ist unerlässlich) bei einer Temperatur von über 50°C verursacht, wenn das Material einer Zugspannung ausgesetzt wird (diese Spannung schließt Eigenspannungen ein, die bis zur Streckgrenze reichen können). Eine deutliche Erhöhung des Nickel- und auch des Molybdängehalts verringert das Risiko.
Nichtrostender Stahl hat eine sehr dünne und stabile Oxidschicht, die reich an Chrom ist. Bei Beschädigung bildet sich diese Schicht durch Reaktion mit der Atmosphäre schnell zurück. Wenn Edelstahlrohre beim Schweißen nicht ausreichend vor der Atmosphäre geschützt werden oder sehr starken Schleifarbeiten ausgesetzt sind, bildet sich eine sehr dicke Oxidschicht. Unter dieser dicken Oxidschicht, die sich durch ihre blaue Färbung auszeichnet, befindet sich eine verchromte Schicht, die die Korrosionsbeständigkeit beeinträchtigt. Sowohl die Oxidschicht als auch die verarmte Schicht müssen entfernt werden, entweder mechanisch (Schleifen mit einer feinen Körnung wird empfohlen, Drahtbürsten und Kugelstrahlen haben weniger Wirkung) oder chemisch (Säurebeize mit einer Mischung aus Salpeter- und Flusssäure). Nach der Reinigung kann die Oberfläche chemisch passiviert werden, um die Korrosionsbeständigkeit zu erhöhen (die Passivierung verringert die am Korrosionsprozess beteiligte anodische Reaktion).
Werkzeuge aus Kohlenstoffstahl, aber auch Halterungen oder sogar Funken vom Schleifen von Kohlenstoffstahl können Bruchstücke in die Oberfläche des Edelstahlrohrs einbetten. Diese Bruchstücke können dann rosten, wenn sie angefeuchtet werden. Daher wird empfohlen, die Verarbeitung von nichtrostendem Stahl in einem gesonderten Bereich vorzunehmen und nach Möglichkeit Spezialwerkzeuge aus nichtrostendem Stahl zu verwenden.
Wird ein Teil von rostfreiem Stahl über einen angemessenen Zeitraum im Bereich von 500 bis 800 Grad erhitzt, besteht die Gefahr, dass das Chrom Chromkarbide (eine Verbindung mit Kohlenstoff) mit dem im Stahl vorhandenen Kohlenstoff bildet. Dadurch wird das für die Bildung des passiven Films verfügbare Chrom reduziert und es kommt zu einer bevorzugten Korrosion, die schwerwiegend sein kann. Dies wird oft als Sensibilisierung bezeichnet. Daher ist es ratsam, beim Schweißen von rostfreiem Stahl eine geringe Wärmezufuhr zu verwenden und die maximale Zwischenlagentemperatur auf etwa 175° zu begrenzen, obwohl eine Sensibilisierung moderner kohlenstoffarmer Stahlsorten unwahrscheinlich ist, sofern sie nicht über einen längeren Zeitraum erhitzt werden. Geringe Mengen von entweder Titan (321) oder Niob (347), das zur Stabilisierung des Materials hinzugefügt wird, hemmt die Bildung von Chromkarbiden.
Um Oxidation und Kriechen zu widerstehen, sind hohe Kohlenstoffsorten wie 304H oder 316H werden häufig verwendet. Ihre verbesserte Kriechbeständigkeit ist auf das Vorhandensein von Karbiden und die etwas gröbere Korngröße zurückzuführen, die mit höheren Glühtemperaturen einhergeht. Da der höhere Kohlenstoffgehalt unweigerlich zu einer Sensibilisierung führt, kann bei Anlagenstillständen ein Korrosionsrisiko bestehen, weshalb stabilisierte Sorten bevorzugt werden, wie z. B. 347H.
Die Erstarrungsfestigkeit von austenitischem rostfreiem Stahl kann durch geringe Zusätze von Verunreinigungen wie Schwefel und Phosphor stark beeinträchtigt werden, was in Verbindung mit dem hohen Ausdehnungskoeffizienten des Materials zu ernsthaften Problemen mit Erstarrungsrissen führen kann. Die meisten 304 Legierungen sind so konzipiert, dass sie zunächst als Delta-Ferrit erstarren, der eine hohe Löslichkeit für Schwefel aufweist und sich bei weiterer Abkühlung in Austenit umwandelt. Dadurch entsteht ein austenitisches Material, das winzige Flecken von Restdelta-Ferrit enthält, also kein echter Austenit im strengen Sinne des Wortes. Schweißzusatzwerkstoffe enthalten oft weitere Zusätze von Delta-Ferrit, um rissfreie Schweißnähte zu gewährleisten.
Delta-Ferrit kann sich in eine sehr spröde Phase namens Sigma umwandeln, wenn es über einen sehr langen Zeitraum auf über 550 °C erhitzt wird (je nach Chromgehalt kann dies mehrere tausend Stunden dauern). Ein nichtrostender Duplexstahl kann bereits nach wenigen Minuten bei dieser Temperatur die Sigma-Phase bilden.)
Der sehr hohe Ausdehnungskoeffizient dieses Werkstoffs bedeutet, dass die Schweißverformung ziemlich heftig sein kann. Ich habe gesehen, wie sich dicke Ringflansche an Druckbehältern nach dem Schweißen so stark verdreht haben, dass eine Flüssigkeitsdichtung unmöglich ist. Thermische Spannungen sind ein weiteres großes Problem im Zusammenhang mit rostfreier StahlEin vorzeitiges Versagen kann bei Druckanlagen auftreten, die durch einen Mantel oder an einem kalten Veesel befestigte Spulen beheizt werden. Dieses Material hat eine schlechte Wärmeleitfähigkeit, daher ist ein geringerer Schweißstrom erforderlich (in der Regel 25% weniger als bei Kohlenstoffstahl) und engere Fugenvorbereitungen können toleriert werden. Alle gängigen Schweißverfahren können erfolgreich angewandt werden, jedoch können die hohen Abschmelzraten, die mit SAW verbunden sind, zu Erstarrungsrissen und möglicherweise zu einer Sensibilisierung führen, wenn keine angemessenen Vorsichtsmaßnahmen getroffen werden.
Um eine gute Korrosionsbeständigkeit der Schweißwurzel zu gewährleisten, muss sie während des Schweißens und der anschließenden Abkühlung durch einen Schutzgasmantel vor der Atmosphäre geschützt werden. Das Schutzgas sollte um die Schweißnahtwurzel herum durch einen geeigneten Damm eingeschlossen werden, der einen kontinuierlichen Gasstrom durch den Bereich ermöglicht. Mit dem Schweißen sollte erst begonnen werden, wenn genügend Zeit verstrichen ist, damit das Volumen des durch den Damm strömenden Spülgases mindestens dem 6-fachen des im Damm enthaltenen Volumens entspricht (EN1011 Teil 3 empfiehlt 10). Sobald die Spülung abgeschlossen ist, sollte die Durchflussmenge des Spülgases so weit reduziert werden, dass nur noch ein geringer Überdruck entsteht, der ausreicht, um Luft auszuschließen. Wenn eine gute Korrosionsbeständigkeit der Wurzel erforderlich ist, sollte der Sauerstoffgehalt im Damm 0,1% (1000 ppm) nicht überschreiten; bei extremer Korrosionsbeständigkeit sollte er auf 0,015% (150 ppm) reduziert werden. Stützgase sind in der Regel Argon oder Helium; Stickstoff wird oft als wirtschaftliche Alternative verwendet, wenn die Korrosionsbeständigkeit nicht kritisch ist, Nitrogrn + 10% Helium ist besser. Es gibt eine große Auswahl an firmeneigenen Pasten und Trägermaterialien, die zum Schutz der Wurzel anstelle eines Gasschildes verwendet werden können. Bei einigen Anwendungen, bei denen Korrosion und Oxidverkokung der Schweißnahtwurzel keine Rolle spielen, wie z. B. bei großen Rohrleitungen aus rostfreiem Stahl, wird kein Schutzgas verwendet.
Kohlenstoffgehalt:
304L Sorte Low Carbon, typischerweise 0.03% Max
304 Güteklasse Medium Carbon, typischerweise 0,08% Max
304H Sorte High Carbon, typischerweise bis zu 0,1%
Je höher der Kohlenstoffgehalt ist, desto höher ist die Streckgrenze. (Daher der Längenvorteil bei der Verwendung stabilisierter Sorten)
Typischer Legierungsgehalt
| 304 316 316Ti 320 321 347 308 309 | (18-20Cr, 8-12Ni) (16-18Cr, 10-14Ni + 2-3Mo) (316 mit Zusatz von Titan) (Gleich wie 316Ti) (17-19Cr, 9-12Ni + Titan) (17-19Cr, 9-13Ni + Niob) (19-22Cr, 9-11Ni) (22-24Cr, 12-15Ni) | 304 + Molybdän 304 + Molybdän + Titan – 304 + Titan 304 + Niob 304 + Extra 2%Cr 304 + Extra 4%Cr + 4% Ni |
Alle oben genannten nichtrostenden Stähle sind Grundvarianten von 304. Alle sind leicht schweißbar und alle haben passende Verbrauchsmaterialien, mit Ausnahme von 304, das mit 308 oder 316 geschweißt wird, 321 wird mit 347 geschweißt (Titan lässt sich nicht leicht über den Lichtbogen übertragen) und 316Ti wird normalerweise mit 318 geschweißt.
Molybdän hat dieselbe Auswirkung auf das Gefüge wie Chrom, mit dem Unterschied, dass es eine bessere Beständigkeit gegen Lochfraßkorrosion bietet. Daher benötigt ein 316er weniger Chrom als ein 304er.
| 310 | (24-26Cr,19-22Ni) | Echt austenitisch. Dieser Werkstoff wandelt sich beim Abkühlen nicht in Ferrit um und enthält daher kein Delta-Ferrit. Er erleidet keine Sigma-Phasen-Versprödung, kann aber schwierig zu schweißen sein. |
| 904L | (20Cr,25Ni,4.5Mo) | Super Austenitisch Oder Nickel-Legierung. Überlegen Korrosion Widerstand, vorausgesetzt, sie werden sorgfältig mit geringer Wärmezufuhr (weniger als 1 kJ/mm empfohlen) und schnellen Verfahrgeschwindigkeiten ohne Schlierenbildung geschweißt. Jeder Schweißdurchgang sollte erst begonnen werden, wenn die Metalltemperatur unter 100°C fällt. Es ist unwahrscheinlich, dass eine gleichmäßige Verteilung der Legierung in der gesamten Schweißnaht erreicht wird (Seigerung), daher sollte dieses Material entweder mit einem überlegierten Schweißzusatzwerkstoff wie z. B. 625 geschweißt oder nach dem Schweißen lösungsgeglüht werden, wenn maximale Korrosionsbeständigkeit erforderlich ist. |
Verwandte Referenzen:
Austenitischer rostfreier Stahl
Superaustenitischer rostfreier Stahl
Austenitische Edelstahlsorten Typen
Austenitischer rostfreier Stahl für Holzbefestigungen
Magnetische Eigenschaften von austenitischem rostfreiem Stahl
Vergleichstabelle der austenitischen Edelstahlsorten
Oberflächenhärtung von austenitischem nichtrostendem Stahl mit Stickstoff
Einfluss der austenitischen Stahlzusammensetzung und der Wärmebehandlung
Verglichene Festigkeit und Anfälligkeit von austenitischem und Duplexstahl
Spannungsarmglühen für austenitische Edelstähle
Messung des Mechanismus der Kaltverfestigung von austenitischem Stahl
Einfluss der Zusammensetzung auf die magnetische Permeabilität von austenitischem Stahl
Auswirkung von Kaltverformung und Wärmebehandlung von austenitischem rostfreiem Stahl