
Acero inoxidable austenítico
Austenítico | Martensítico | Ferrítico | Dúplex | Superdúplex | Superaustenítico | Superferrítico | Endurecimiento por precipitación
Los aceros inoxidables austeníticos dominan el mercado. El grupo incluye los muy comunes AISI 304 y AISI 316 sino también los aceros de mayor aleación AISI 310S y ASTM N08904 / 904L
Los aceros austeníticos se caracterizan por su alto contenido en formadores de austenita, especialmente níquel. También se alean con cromo, molibdeno y, a veces, con cobre, titanioniobio y nitrógeno. La aleación con nitrógeno aumenta el límite elástico de los aceros.
Los aceros inoxidables austeníticos tienen una gama muy amplia de aplicaciones, por ejemplo, en la industria química y alimentaria. Los aceros sin molibdeno también tienen muy buenas alta temperatura por lo que se utilizan en hornos e intercambiadores de calor. Su buena resistencia al impacto a bajas temperaturas se aprovecha a menudo en aparatos como recipientes para líquidos criogénicos.
Austenítico acero inoxidable no puede endurecerse por tratamiento térmico. Normalmente se suministran en el enfriamiento–recocido lo que significa que son blandos y muy moldeables.
El trabajo en frío aumenta su dureza y resistencia. Por ello, algunos tipos de acero se suministran estirados en frío o laminados en duro. Austenítico acero inoxidable tienen alta ductilidad, baja límite elástico y relativamente alta resistencia a la tracciónen comparación con un acero al carbono típico.
Un acero al carbono al enfriarse se transforma de Austenita a una mezcla de ferrita y cementita. Con los tubos de acero inoxidable austenítico, el alto contenido en cromo y níquel suprime esta transformación manteniendo el material totalmente austenítico al enfriarse (el níquel mantiene la fase austenítica al enfriarse y el cromo ralentiza la transformación, de modo que puede conseguirse una estructura totalmente austenítica con sólo 8% de níquel).
Tratamiento térmico y el ciclo térmico provocado por la soldadura, influyen poco en las propiedades mecánicas. Sin embargo, la resistencia y la dureza pueden aumentar trabajo en fríoque también reducirá la ductilidad. Un recocido de solución completa (calentamiento a unos 1045°C seguido de enfriamiento rápido) devolverá el material a su estado original, eliminando la segregación de la aleación, la sensibilización, la fase sigma y restaurando la resistencia a la corrosión. ductilidad después del trabajo en frío. Desgraciadamente, el enfriamiento rápido reintroducirá tensiones residuales, que podrían alcanzar el límite elástico. También puede producirse distorsión si el objeto no está bien apoyado durante el proceso de recocido.
Los aceros austeníticos no son susceptibles al agrietamiento por hidrógeno, por lo que rara vez es necesario el precalentamiento, excepto para reducir el riesgo de tensiones de contracción en secciones gruesas. Post-soldadura tratamiento térmico raramente es necesario, ya que este material presenta una alta resistencia a la fractura frágil; ocasionalmente se realiza un alivio de tensiones para reducir el riesgo de agrietamiento por corrosión bajo tensiónSin embargo, es probable que provoque sensibilización, a menos que se utilice un grado estabilizado (se puede conseguir un alivio limitado de la tensión con un grado bajo). temperatura de alrededor de 450°C ). Tabla comparativa de acero inoxidable austenítico / acero inoxidable super austenítico

| China GB | Código Digital Unificado ISO | Grado ASTM / ASME | Código UNS | Código ES | Empresa Grado comercial |
| 06Cr19Ni10 | S30408 | 304 | S30400 | 1.4301 | – |
| 07Cr19Ni10 | S30409 | 304H | S30409 | 1.4948 | – |
| 022Cr19Ni10 | S30403 | 304L | S30403 | 1.4307 | – |
| 022Cr19Ni10N | S30453 | 304LN | S30453 | 1.4311 | – |
| – | – | Super304 | S30432 | – | Super304H(NSSMC) |
| 06Cr18Ni11Ti | S32168 | 321 | S32100 | 1.4541 | – |
| 07Cr18Ni11Ti | S32169 | 321H | S32109 | 1.494 | – |
| 06Cr17Ni12Mo2 | S31608 | 316 | S31600 | 1.4401 | – |
| 022Cr17Ni12Mo2 | S31603 | 316L | S31603 | 1.4404 | – |
| 022Cr17Ni12Mo2N | S31653 | 316LN | S31653 | 1.4406 | – |
| 06Cr17Ni12Mo3Ti | S31668 | 316Ti | S31635 | 1.4571 | – |
| 00Cr17Ni14Mo2 | 316LMoD/316LUG | S31603 | 1.4435 | – | |
| 022Cr19Ni13Mo3 | S31703 | 317L | S31703 | 1.4438 | – |
| 022Cr19Ni16Mo5N | S31723 | 317LMN | S31725 | 1.4439 | – |
| 06Cr25Ni20 | S31008 | 310S | S31008 | 1.4845 | – |
| 00Cr19Ni11 | – | 304L | S30403 | 1.4307 | 3RE12(Sandvik) |
| – | – | 310L | S31002 | 1.4335 | 2RE10(Sandvik) |
| 20Cr25Ni20 | S31020 | 310H | S31009 | 1.4821 | |
| 16Cr25Ni20Si2 | S38340 | 314 | – | 1.4841 | |
| 022Cr25Ni22Mo2N | S31053 | 310MoLN | S31050 | 1.4466 | 2RE69(Sandvik) |
| – | – | 310HCbN | S31042 | – | HR3C(NSSMC) |
| 07Cr18Ni11Nb | S34749 | 347H | S34709 | 1.4942 | – |
| – | – | 347HFG | S34710 | – | – |
| 015Cr21Ni26M5Cu2 | S31782 | 904L | N08904 | 1.4539 | 2RK65(Sandvik) |
| 015Cr20Ni18Mo6CuN | S31252 | S31254 | S31254 | 1.4547 | 254SMO(Sandvik) |
| 00Cr20Ni24Mo6N | – | N08367 | N08367 | – | AL6XN, AL6XN plus(ATI) |
| 00Cr21Ni25Mo6CuN | – | N08926 | N08926 | 1.4529 | – |
| 015Cr24Ni22Mo8Mn3CuN | S32652 | S32654 | S32654 | 1.4652 | 654SMO(Outokumpu) |
| 00Cr22Ni27Mo7CuN | – | S31277 | S31277 | – | – |
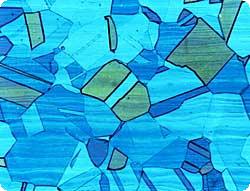 |
| La imagen muestra la microestructura de un acero inoxidable austenítico. |
Ensayo metalográfico - Ensayo metalográfico
Informe de ensayo metalográfico
Los aceros austeníticos tienen una estructura atómica F.C.C que proporciona más planos para el flujo de dislocaciones, lo que, combinado con el bajo nivel de elementos intersticiales (elementos que bloquean la cadena de dislocaciones), confiere a este material su buena ductilidad. Esto explica también que este material no tenga un límite elástico claramente definido, razón por la cual su límite elástico se expresa siempre como tensión de prueba. Los aceros austeníticos presentan una excelente tenacidad hasta el valor absoluto verdadero (-273°C), sin transición pronunciada de dúctil a frágil.
Este material tiene una buena resistencia a la corrosión, pero en determinados entornos puede producirse una corrosión bastante grave. La elección correcta del consumible y la técnica de soldadura pueden ser cruciales, ya que el metal de soldadura puede corroerse más que el material base.
Probablemente, la principal causa de avería en las instalaciones a presión de acero inoxidable es la corrosión bajo tensión. Este tipo de corrosión forma grietas profundas en el material y está causada por la presencia de cloruros en el fluido de proceso o en el agua/vapor de calefacción (es esencial un buen tratamiento del agua), a una temperatura superior a 50°C, cuando el material está sometido a una tensión de tracción (esta tensión incluye la tensión residual, que podría ser de hasta el límite elástico en magnitud). Los aumentos significativos de Níquel y también de Molibdeno reducirán el riesgo.
El acero inoxidable tiene una película de óxido muy fina y estable, rica en cromo. Esta película se reforma rápidamente por reacción con la atmósfera si resulta dañada. Si el tubo de acero inoxidable no se protege adecuadamente de la atmósfera durante la soldadura o se somete a operaciones de rectificado muy fuertes, se formará una capa de óxido muy gruesa. Esta gruesa capa de óxido, que se distingue por su tinte azul, tendrá debajo una capa empobrecida de cromo, que mermará la resistencia a la corrosión. Tanto la capa de óxido como la de cromo empobrecido deben eliminarse mecánicamente (se recomienda el esmerilado con grano fino; el cepillado con alambre y el granallado tienen menos efecto) o químicamente (decapado con una mezcla de ácido nítrico y ácido fluorhídrico). Una vez limpia, la superficie puede pasivarse químicamente para mejorar la resistencia a la corrosión (la pasivación reduce la reacción anódica que interviene en el proceso de corrosión).
Las herramientas de acero al carbono, también los soportes o incluso las chispas de amolar acero al carbono, pueden incrustar fragmentos en la superficie de la tubería de acero inoxidable. Estos fragmentos pueden oxidarse si se humedecen. Por lo tanto, se recomienda que la fabricación de acero inoxidable se lleve a cabo en un área separada designada y que se utilicen herramientas especiales de acero inoxidable siempre que sea posible.
Si cualquier pieza de acero inoxidable se calienta entre 500 y 800 grados durante un tiempo razonable, existe el riesgo de que el cromo forme carburos de cromo (un compuesto formado con carbono) con cualquier carbono presente en el acero. Esto reduce el cromo disponible para proporcionar la película pasiva y provoca una corrosión preferente, que puede ser grave. Esto suele denominarse sensibilización. Por lo tanto, al soldar acero inoxidable, es aconsejable utilizar un aporte térmico bajo y limitar la temperatura máxima entre pasadas a unos 175°, aunque la sensibilización de los tipos modernos con bajo contenido en carbono es poco probable a menos que se calienten durante periodos prolongados. Pequeñas cantidades de titanio (321) o niobio (347) añadido para estabilizar el material inhibirá la formación de carburos de cromo.
Para resistir la oxidación y la fluencia, los grados de alto contenido en carbono como el 304H o 316H se utilizan a menudo. Su mayor resistencia a la fluencia se debe a la presencia de carburos y al tamaño de grano ligeramente más grueso asociado a las temperaturas de recocido más elevadas. Dado que el mayor contenido de carbono conduce inevitablemente a la sensibilización, puede haber riesgo de corrosión durante las paradas de planta, por lo que pueden preferirse calidades estabilizadas como las siguientes 347H.
La resistencia a la solidificación del acero inoxidable austenítico puede verse seriamente perjudicada por pequeñas adiciones de impurezas como el azufre y el fósforo, lo que unido al elevado coeficiente de dilatación de los materiales puede causar graves problemas de fisuración por solidificación. La mayoría de los sitios 304 están diseñadas para solidificarse inicialmente como ferrita delta, que tiene una alta solubilidad para el azufre, transformándose en austenita al enfriarse más. Esto crea un material austenítico que contiene pequeñas porciones de ferrita delta residual, por lo que no es un verdadero austenítico en el sentido estricto de la palabra. El metal de aportación suele contener más ferrita delta para garantizar soldaduras sin grietas.
La ferrita delta puede transformarse en una fase muy quebradiza denominada sigma, si se calienta por encima de 550°C durante periodos muy prolongados (puede tardar varios miles de horas, dependiendo del nivel de cromo. Un acero inoxidable dúplex puede formar la fase sigma tras sólo unos minutos a esta temperatura)
El elevadísimo coeficiente de dilatación asociado a este material significa que la distorsión de la soldadura puede ser bastante salvaje. He visto bridas de anillo grueso en recipientes a presión retorcerse tras la soldadura hasta tal punto que resulta imposible el sellado de fluidos. El estrés térmico es otro problema importante asociado a acero inoxidable; pueden producirse fallos prematuros en instalaciones a presión calentadas por una camisa o bobinas unidas a una veesel fría. Este material tiene una conductividad térmica deficiente, por lo que se requiere una corriente de soldadura más baja (normalmente 25% menos que el acero al carbono) y se pueden tolerar preparaciones de juntas más estrechas. Se pueden utilizar con éxito todos los procesos de soldadura habituales, aunque las altas tasas de deposición asociadas con SAW podrían causar grietas de solidificación y posiblemente sensibilización, a menos que se tomen las precauciones adecuadas.
Para garantizar una buena resistencia a la corrosión de la raíz de la soldadura, ésta debe protegerse de la atmósfera mediante un escudo de gas inerte durante la soldadura y el enfriamiento posterior. El escudo de gas debe estar contenido alrededor de la raíz de la soldadura por una presa adecuada, que debe permitir un flujo continuo de gas a través de la zona. La soldadura no debe comenzar hasta que haya transcurrido el tiempo suficiente para permitir que el volumen de gas de purga que fluye a través de la presa sea al menos 6 veces el volumen contenido en la presa (EN1011 Parte 3 Recomienda 10). Una vez finalizada la purga, el caudal de purga debe reducirse para que sólo ejerza una pequeña presión positiva, suficiente para excluir el aire. Si se requiere una buena resistencia a la corrosión de la raíz, el nivel de oxígeno en la presa no debe superar 0,1% (1000 ppm); para una resistencia extrema a la corrosión, debe reducirse a 0,015% (150 ppm). Los gases de apoyo suelen ser argón o helio; el nitrógeno se utiliza a menudo como alternativa económica cuando la resistencia a la corrosión no es crítica; el nitrógeno + 10% de helio es mejor. Existe una amplia variedad de pastas y materiales de soporte patentados que pueden utilizarse para proteger la raíz en lugar de un escudo de gas. En algunas aplicaciones en las que la corrosión y la coquización por óxido de la raíz del cordón de soldadura no son importantes, como en el caso de grandes conductos de acero inoxidable, no se utiliza gas de protección.
Contenido en carbono:
304L Grado bajo en carbono, normalmente 0,03% Máx.
304 Grado de carbono medio, normalmente 0,08% máx.
304H grado Alto Carbono, típicamente Hasta 0.1%
Cuanto mayor sea el contenido de carbono, mayor será el límite elástico. (De ahí la ventaja del uso de calidades estabilizadas).
Contenido típico de aleación
| 304 316 316Ti 320 321 347 308 309 | (18-20Cr, 8-12Ni) (16-18Cr, 10-14Ni + 2-3Mo) (316 con titanio añadido) (Igual que 316Ti) (17-19Cr, 9-12Ni + Titanio) (17-19Cr, 9-13Ni + Niobio) (19-22Cr, 9-11Ni) (22-24Cr, 12-15Ni) | 304 + Molibdeno 304 + Moly + Titanio – 304 + Titanio 304 + Niobio 304 + Extra 2%Cr 304 + Extra 4%Cr + 4% Ni |
Todos los tipos de acero inoxidable mencionados son variaciones básicas del 304. Todos son fácilmente soldables y todos tienen consumibles adecuados. Todos son fácilmente soldables y todos tienen consumibles adecuados, excepto el 304 que se suelda con un 308 o 316, el 321 se suelda con un 347 (el titanio no se transfiere fácilmente a través del arco) y el 316Ti se suelda normalmente con un 318.
El molibdeno tiene el mismo efecto sobre la microestructura que el cromo, salvo que ofrece mayor resistencia a la corrosión por picaduras. Por tanto, un 316 necesita menos cromo que un 304.
| 310 | (24-26Cr,19-22Ni) | Austenítico verdadero. Este material no se transforma en ferrita al enfriarse y, por tanto, no contiene ferrita delta. No sufre fragilización en fase sigma, pero puede ser difícil de soldar. |
| 904L | (20Cr,25Ni,4.5Mo) | Súper austenítico O aleación de níquel. Superior corrosión resistencia siempre que se suelden con cuidado, con un aporte de calor bajo (se recomienda menos de 1 kJ/mm) y velocidades de desplazamiento rápidas sin entrelazado. Cada pasada de soldadura no debe iniciarse hasta que la temperatura del metal descienda por debajo de 100°C. Es poco probable que se consiga una distribución uniforme de la aleación a lo largo de la soldadura (segregación), por lo que este material debe soldarse con un consumible sobrealeado, como un 625, o recocido por disolución después de la soldadura, si la temperatura es máxima. resistencia a la corrosión es necesario. |
Referencias relacionadas:
Acero inoxidable austenítico
Acero inoxidable superaustenítico
Tipos de acero inoxidable austenítico
Acero inoxidable austenítico para fijaciones de madera
Propiedades magnéticas del acero inoxidable austenítico
Tabla comparativa de calidades de acero inoxidable austenítico
Endurecimiento superficial de acero inoxidable austenítico con nitrógeno
Efecto de la composición del acero austenítico y del tratamiento térmico
Comparación de la resistencia y vulnerabilidad de los aceros austeníticos y dúplex
Tratamiento térmico liberador de tensiones para acero inoxidable austenítico
Medición del mecanismo de endurecimiento por deformación de aceros austeníticos
Efecto de la composición Permeabilidad magnética del acero austenítico
Efecto del trabajo en frío y del tratamiento térmico del acero inoxidable austenítico