
Acciaio inossidabile austenitico
Austenitico | Martensitico | Ferritico | Duplex | Super Duplex | Superaustenitico | Superferritico | Indurimento per precipitazione
L'acciaio inossidabile austenitico è dominante sul mercato. Il gruppo comprende i comunissimi AISI 304 e AISI 316 ma anche gli acciai AISI 310S e ASTM N08904 / 904L
Gli acciai austenitici sono caratterizzati da un elevato contenuto di formatori di austenite, in particolare di nichel. Sono anche legati al cromo, al molibdeno e talvolta al rame, titanioniobio e azoto. La lega con azoto aumenta il carico di snervamento degli acciai.
Gli acciai inossidabili austenitici hanno un'ampia gamma di applicazioni, ad esempio nell'industria chimica e in quella alimentare. Gli acciai privi di molibdeno hanno anche un'ottima ad alta temperatura e sono quindi utilizzati in forni e scambiatori di calore. La loro buona resistenza agli urti a basse temperature è spesso sfruttata in apparecchiature come i recipienti per liquidi criogenici.
Austenitico acciaio inox non può essere indurito da trattamento termico. Sono normalmente forniti nella versione spegnimento–ricottura Allo stato di "pasta", sono morbidi e altamente plasmabili.
La lavorazione a freddo aumenta la loro durezza e resistenza. Alcuni tipi di acciaio vengono pertanto forniti allo stato di laminazione a freddo o di laminazione dura. Austenitico Gli acciai inossidabili hanno un'elevata duttilità, una bassa resistenza allo snervamento e un valore finale relativamente alto resistenza alla trazionerispetto a un tipico acciaio al carbonio.
Un acciaio al carbonio, raffreddandosi, si trasforma da Austenite a una miscela di ferrite e cementite. Nei tubi in acciaio inossidabile austenitico, l'elevato contenuto di cromo e nichel sopprime questa trasformazione, mantenendo il materiale completamente austenitico al raffreddamento (il nichel mantiene la fase austenitica al raffreddamento e il cromo rallenta la trasformazione, in modo da ottenere una struttura completamente austenitica con solo 8% di nichel).
Trattamento termico e il ciclo termico causato dalla saldatura, hanno scarsa influenza sulle proprietà meccaniche. Tuttavia, la resistenza e la durezza possono essere aumentate lavorazione a freddoche ridurrà anche la duttilità. Una ricottura completa (riscaldamento a circa 1045°C seguito da tempra o raffreddamento rapido) riporta il materiale alle condizioni originali, eliminando la segregazione della lega, la sensibilizzazione e la fase sigma e ripristinando la duttilità. duttilità dopo la lavorazione a freddo. Purtroppo il rapido raffreddamento reintroduce tensioni residue, che possono raggiungere il punto di snervamento. La distorsione può verificarsi anche se l'oggetto non è adeguatamente supportato durante il processo di ricottura.
Gli acciai austenitici non sono suscettibili alla criccatura da idrogeno, pertanto il preriscaldamento è raramente richiesto, se non per ridurre il rischio di tensioni da ritiro nelle sezioni spesse. Post-saldatura trattamento termico è raramente richiesto, in quanto questo materiale ha un'elevata resistenza alla frattura fragile; occasionalmente viene effettuato uno stress relief per ridurre il rischio di fessurazione da corrosione sotto sforzoTuttavia, questo può causare sensibilizzazione, a meno che non si utilizzi un grado stabilizzato (è possibile ottenere un limitato alleggerimento delle tensioni con un basso temperatura di circa 450°C ). Tabella di confronto acciaio inox austenitico / acciaio inox super austenitico

| Cina GB | Codice digitale unificato ISO | Grado ASTM / ASME | Codice UNS | Codice IT | Azienda di grado commerciale |
| 06Cr19Ni10 | S30408 | 304 | S30400 | 1.4301 | – |
| 07Cr19Ni10 | S30409 | 304H | S30409 | 1.4948 | – |
| 022Cr19Ni10 | S30403 | 304L | S30403 | 1.4307 | – |
| 022Cr19Ni10N | S30453 | 304LN | S30453 | 1.4311 | – |
| – | – | Super304 | S30432 | – | Super304H (NSSMC) |
| 06Cr18Ni11Ti | S32168 | 321 | S32100 | 1.4541 | – |
| 07Cr18Ni11Ti | S32169 | 321H | S32109 | 1.494 | – |
| 06Cr17Ni12Mo2 | S31608 | 316 | S31600 | 1.4401 | – |
| 022Cr17Ni12Mo2 | S31603 | 316L | S31603 | 1.4404 | – |
| 022Cr17Ni12Mo2N | S31653 | 316LN | S31653 | 1.4406 | – |
| 06Cr17Ni12Mo3Ti | S31668 | 316Ti | S31635 | 1.4571 | – |
| 00Cr17Ni14Mo2 | 316LMoD/316LUG | S31603 | 1.4435 | – | |
| 022Cr19Ni13Mo3 | S31703 | 317L | S31703 | 1.4438 | – |
| 022Cr19Ni16Mo5N | S31723 | 317LMN | S31725 | 1.4439 | – |
| 06Cr25Ni20 | S31008 | 310S | S31008 | 1.4845 | – |
| 00Cr19Ni11 | – | 304L | S30403 | 1.4307 | 3RE12(Sandvik) |
| – | – | 310L | S31002 | 1.4335 | 2RE10(Sandvik) |
| 20Cr25Ni20 | S31020 | 310H | S31009 | 1.4821 | |
| 16Cr25Ni20Si2 | S38340 | 314 | – | 1.4841 | |
| 022Cr25Ni22Mo2N | S31053 | 310MoLN | S31050 | 1.4466 | 2RE69(Sandvik) |
| – | – | 310HCbN | S31042 | – | HR3C(NSSMC) |
| 07Cr18Ni11Nb | S34749 | 347H | S34709 | 1.4942 | – |
| – | – | 347HFG | S34710 | – | – |
| 015Cr21Ni26M5Cu2 | S31782 | 904L | N08904 | 1.4539 | 2RK65(Sandvik) |
| 015Cr20Ni18Mo6CuN | S31252 | S31254 | S31254 | 1.4547 | 254SMO (Sandvik) |
| 00Cr20Ni24Mo6N | – | N08367 | N08367 | – | AL6XN, AL6XN plus (ATI) |
| 00Cr21Ni25Mo6CuN | – | N08926 | N08926 | 1.4529 | – |
| 015Cr24Ni22Mo8Mn3CuN | S32652 | S32654 | S32654 | 1.4652 | 654SMO(Outokumpu) |
| 00Cr22Ni27Mo7CuN | – | S31277 | S31277 | – | – |
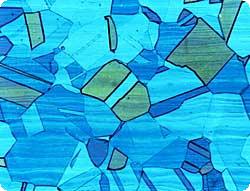 |
| L'immagine mostra la microstruttura di un acciaio inossidabile austenitico. |
Test metallografico - Test di metallografia
Rapporto di prova metallografica
Gli acciai austenitici hanno una struttura atomica F.C.C. che fornisce più piani per il flusso delle dislocazioni, combinata con il basso livello di elementi interstiziali (elementi che bloccano la catena di dislocazioni), che conferisce a questo materiale una buona duttilità. Ciò spiega anche perché questo materiale non ha un punto di snervamento chiaramente definito, motivo per cui la sua tensione di snervamento è sempre espressa come una tensione di prova. Gli acciai austenitici hanno un'eccellente tenacità fino alla temperatura assoluta (-273°C), senza una transizione brusca da duttile a fragile.
Questo materiale ha una buona resistenza alla corrosione, ma in alcuni ambienti può verificarsi una corrosione piuttosto grave. La scelta corretta del materiale di consumo e della tecnica di saldatura può essere cruciale, poiché il metallo saldato può corrodersi più del materiale di partenza.
Probabilmente la principale causa di guasto negli impianti a pressione in acciaio inossidabile è la cricca da tensocorrosione (S.C.C). Questo tipo di corrosione forma cricche profonde nel materiale ed è causata dalla presenza di cloruri nel fluido di processo o nell'acqua di riscaldamento/vapore (è essenziale un buon trattamento dell'acqua), a una temperatura superiore a 50°C, quando il materiale è sottoposto a uno stress di trazione (questo stress include lo stress residuo, che potrebbe essere fino al punto di snervamento). Un aumento significativo del nichel e del molibdeno riduce il rischio.
L'acciaio inossidabile presenta una pellicola di ossido molto sottile e stabile, ricca di cromo. Questa pellicola si riforma rapidamente per reazione con l'atmosfera se viene danneggiata. Se il tubo in acciaio inox non è adeguatamente protetto dall'atmosfera durante la saldatura o è soggetto a operazioni di rettifica molto pesanti, si forma uno strato di ossido molto spesso. Questo spesso strato di ossido, che si distingue per la sua tonalità blu, avrà sotto di sé uno strato di cromo impoverito, che comprometterà la resistenza alla corrosione. Sia la pellicola di ossido che lo strato impoverito devono essere rimossi, sia meccanicamente (si consiglia la smerigliatura con grana fine, mentre la spazzolatura a filo e la granigliatura hanno un effetto minore), sia chimicamente (decapaggio acido con una miscela di acido nitrico e fluoridrico). Una volta pulita, la superficie può essere passivata chimicamente per aumentare la resistenza alla corrosione (la passivazione riduce la reazione anodica coinvolta nel processo di corrosione).
Gli utensili in acciaio al carbonio, i supporti o anche le scintille prodotte dalla rettifica dell'acciaio al carbonio possono incastrare frammenti nella superficie del tubo in acciaio inossidabile. Questi frammenti possono arrugginire se inumiditi. Pertanto, si raccomanda di eseguire la lavorazione dell'acciaio inossidabile in un'area separata e di utilizzare, ove possibile, utensili speciali in acciaio inossidabile.
Se una qualsiasi parte dell'acciaio inossidabile viene riscaldata a temperature comprese tra 500 e 800 gradi per un periodo di tempo ragionevole, c'è il rischio che il cromo formi carburi di cromo (un composto formato con il carbonio) con il carbonio presente nell'acciaio. Questo riduce il cromo disponibile per fornire il film passivo e porta a una corrosione preferenziale, che può essere grave. Questo fenomeno viene spesso definito sensibilizzazione. Pertanto, quando si salda l'acciaio inossidabile è consigliabile utilizzare un basso apporto di calore e limitare la temperatura massima di interpass a circa 175°, anche se la sensibilizzazione dei moderni gradi a basso tenore di carbonio è improbabile a meno che non venga riscaldata per periodi prolungati. Piccole quantità di titanio (321) o niobio (347) aggiunto per stabilizzare il materiale inibisce la formazione di carburi di cromo.
Per resistere all'ossidazione e allo scorrimento, i gradi ad alto tenore di carbonio, come ad esempio 304H o 316H sono spesso utilizzati. La loro migliore resistenza al creep è dovuta alla presenza di carburi e alla granulometria leggermente più grossolana associata a temperature di ricottura più elevate. Poiché il contenuto di carbonio più elevato porta inevitabilmente alla sensibilizzazione, può esserci un rischio di corrosione durante le interruzioni dell'impianto; per questo motivo si possono preferire gradi stabilizzati, come ad esempio 347H.
La resistenza alla solidificazione degli acciai inossidabili austenitici può essere seriamente compromessa da piccole aggiunte di impurità come zolfo e fosforo; questo, unito all'elevato coefficiente di espansione del materiale, può causare seri problemi di cricche da solidificazione. La maggior parte 304 Le leghe di tipo austenitico sono progettate per solidificare inizialmente come ferrite delta, che ha un'elevata solubilità per lo zolfo, trasformandosi in austenite dopo un ulteriore raffreddamento. Questo crea un materiale austenitico contenente piccole macchie di ferrite delta residua, quindi non un vero austenitico in senso stretto. Il metallo d'apporto spesso contiene ulteriori aggiunte di ferrite delta per garantire saldature prive di cricche.
La ferrite delta può trasformarsi in una fase molto fragile chiamata sigma, se riscaldata a più di 550°C per periodi molto prolungati (potrebbero essere necessarie diverse migliaia di ore, a seconda del livello di cromo. Un acciaio inossidabile duplex può formare la fase sigma dopo pochi minuti a questa temperatura).
L'altissimo coefficiente di espansione associato a questo materiale fa sì che la distorsione di saldatura possa essere piuttosto selvaggia. Ho visto flange ad anello spesse su recipienti a pressione torcersi dopo la saldatura a tal punto da rendere impossibile la tenuta del fluido. Lo stress termico è un altro problema importante associato a acciaio inoxIl cedimento prematuro può verificarsi su impianti a pressione riscaldati da una camicia o da bobine attaccate a un velivolo freddo. Questo materiale ha una scarsa conducibilità termica, pertanto è necessaria una corrente di saldatura inferiore (in genere 25% in meno rispetto all'acciaio al carbonio) e possono essere tollerate preparazioni di giunti più strette. Tutti i comuni processi di saldatura possono essere utilizzati con successo, tuttavia gli alti tassi di deposito associati al SAW potrebbero causare cricche da solidificazione ed eventualmente sensibilizzazione, a meno che non vengano prese adeguate precauzioni.
Per garantire una buona resistenza alla corrosione della radice della saldatura, questa deve essere protetta dall'atmosfera da uno schermo di gas inerte durante la saldatura e il successivo raffreddamento. Lo schermo di gas deve essere contenuto intorno alla radice della saldatura da un'adeguata diga, che deve consentire un flusso continuo di gas attraverso l'area. La saldatura non deve iniziare prima che sia trascorso un tempo sufficiente a consentire che il volume di gas di spurgo che fluisce attraverso la diga sia almeno pari a 6 volte il volume contenuto nella diga (EN1011 Parte 3 Raccomanda 10). Una volta completato lo spurgo, la portata del flusso di spurgo deve essere ridotta in modo da esercitare solo una piccola pressione positiva, sufficiente a escludere l'aria. Se è richiesta una buona resistenza alla corrosione della radice, il livello di ossigeno nella diga non deve superare 0,1% (1000 ppm); per una resistenza estrema alla corrosione, il livello deve essere ridotto a 0,015% (150 ppm). I gas di supporto sono tipicamente argon o elio; l'azoto è spesso usato come alternativa economica quando la resistenza alla corrosione non è critica, ma è meglio l'elio Nitrogrn + 10%. È disponibile un'ampia gamma di paste e materiali di supporto proprietari che possono essere utilizzati per proteggere la radice al posto di uno schermo di gas. In alcune applicazioni in cui la corrosione e la cokizzazione dell'ossido della radice di saldatura non sono importanti, come nel caso di condotti in acciaio inossidabile di grandi dimensioni, non viene utilizzato alcun supporto di gas.
Contenuto di carbonio:
304L grado Basso Carbonio, tipicamente 0,03% Max
304 grado di carbonio medio, in genere 0,08% Max
304H grado di carbonio elevato, in genere fino a 0,1%
Maggiore è il contenuto di carbonio, maggiore è il carico di snervamento. (Da qui il vantaggio in termini di lunghezza nell'utilizzo di gradi stabilizzati).
Contenuto tipico della lega
| 304 316 316Ti 320 321 347 308 309 | (18-20Cr, 8-12Ni) (16-18Cr, 10-14Ni + 2-3Mo) (316 con aggiunta di titanio) (Come 316Ti) (17-19Cr, 9-12Ni + titanio) (17-19Cr, 9-13Ni + Niobio) (19-22Cr, 9-11Ni) (22-24Cr, 12-15Ni) | 304 + Molibdeno 304 + Moly + Titanio – 304 + Titanio 304 + Niobio 304 + Extra 2%Cr 304 + Extra 4%Cr + 4% Ni |
Tutti gli acciai inossidabili di cui sopra sono variazioni di base del 304. Tutti sono facilmente saldabili e tutti hanno consumabili corrispondenti. Tutti sono facilmente saldabili e tutti hanno materiali di consumo corrispondenti, tranne il 304 che viene saldato con un 308 o un 316, il 321 viene saldato con un 347 (il titanio non si trasferisce facilmente attraverso l'arco) e il 316Ti viene normalmente saldato con un 318.
Il molibdeno ha lo stesso effetto del cromo sulla microstruttura, ma offre una migliore resistenza alla corrosione per vaiolatura. Pertanto, un 316 ha bisogno di meno cromo di un 304.
| 310 | (24-26Cr,19-22Ni) | Vero austenitico. Questo materiale non si trasforma in ferrite al raffreddamento e quindi non contiene ferrite delta. Non subisce infragilimento di fase sigma, ma può essere difficile da saldare. |
| 904L | (20Cr, 25Ni, 4,5Mo) | Super Austenitico O lega di nichel. Superiore corrosione resistenza, a condizione che siano saldati con cura, con un basso apporto di calore (si consiglia meno di 1 kJ/mm) e con velocità di avanzamento elevate, senza ondulazioni. Ciascuna serie di saldature non deve essere avviata fino a quando la temperatura del metallo non scende sotto i 100°C. È improbabile che si ottenga una distribuzione uniforme della lega in tutta la saldatura (segregazione), pertanto questo materiale dovrebbe essere saldato con un materiale di consumo sovra-legato come il 625 o ricotto in soluzione dopo la saldatura, se il massimo è possibile. resistenza alla corrosione è necessario. |
Riferimenti correlati:
Acciaio inossidabile austenitico
Acciaio inossidabile superaustenitico
Tipi di acciaio inossidabile austenitico
Acciaio inossidabile austenitico per fissaggi in legno
Proprietà magnetiche dell'acciaio inossidabile austenitico
Tabella comparativa dei gradi di acciaio inossidabile austenitico
Tempra superficiale di acciaio inossidabile austenitico con azoto
Effetto della composizione austenitica dell'acciaio e del trattamento termico
Resistenza e vulnerabilità degli acciai austenitici e duplex a confronto
Trattamento termico antistress per l'acciaio inossidabile austenitico
Misurazione del meccanismo di indurimento in lavoro dell'acciaio austenitico
Effetto della composizione sulla permeabilità magnetica degli acciai austenitici
Effetto del lavoro a freddo e del trattamento termico dell'acciaio inossidabile austenitico