
스테인레스 스틸 플랫 용접 플랜지의 특성, 기술 파라미터 및 단조 방법
스테인레스 스틸 플랫 용접 플랜지의 단조 변형 초기 단계에서는 다공성 프리폼이 변형하기 쉽고 변형력이 작고 밀도가 빠르게 증가하기 때문입니다. 단조 성형의 후기 단계에서는 대부분의 기공이 닫히기 때문에 변형 저항이 증가하고 잔류 기공을 제거하는 데 필요한 변형력이 급격히 증가합니다. 변형 저항은 변형 온도와 밀접한 관련이 있습니다. 변형 온도가 높을수록 다짐에 도움이 되고 변형 저항이 감소합니다. 변형률이 높을수록 스테인리스 스틸 플랫 용접 플랜지의 소형화에도 도움이 됩니다.
스테인리스 스틸 플랫 용접 플랜지의 단조 공정은 기존 다이 단조보다 장비 요구 사항이 더 엄격하며 펀치의 변위 특성은 프리폼의 변형 및 컴팩트 특성과 일치해야 합니다. 블랭크와 금형 사이의 접촉 시간은 가능한 한 짧아야 합니다. 단조 프레스는 강성이 좋아야하며 이동식 빔과 피스톤은 단조의 정확성을 보장하기 위해 안내 정확도가 좋아야합니다. 따라서 스테인레스 스틸 플랫 용접 플랜지의 단조는 일반적으로 크랭크 샤프트 프레스와 같은 기계식 프레스 또는 더 높은 정밀도를 가진 마찰 프레스를 선택합니다.
스테인리스 스틸 플랫 용접 플랜지의 특징
스테인리스 스틸 플랫 용접 플랜지는 공간과 무게를 절약 할뿐만 아니라 더 중요한 것은 조인트가 누출되지 않고 우수한 밀봉 성능을 보장한다는 것입니다. 소형 스테인리스 스틸 플랜지의 크기가 줄어든 이유는 씰의 직경이 줄어들어 씰링 표면의 단면이 줄어들기 때문입니다. 둘째, 플랜지 개스킷은 씰링 표면이 씰링 표면과 일치하도록 씰링 링으로 교체되었습니다. 필요한 압력이 감소함에 따라 볼트의 크기와 수를 그에 따라 줄일 수 있으므로 최종 설계는 작고 가볍습니다 (기존 플랜지 무게보다 70% ~ 80% 가볍습니다). 제품. 따라서 스테인레스 스틸 플랫 용접 플랜지 유형은 상대적으로 고품질의 플랜지 제품으로 품질과 공간을 줄이고 산업용으로 중요한 역할을합니다.
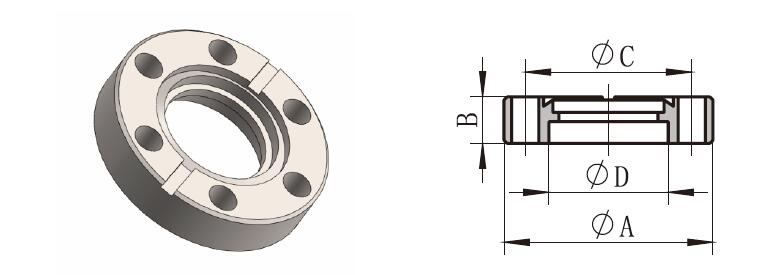
스테인레스 스틸 플랫 용접 플랜지의 기술 파라미터
- 스테인리스 스틸 플랜지의 외경: 75mm-2190mm
- 볼트 구멍의 중심 원 지름: 50mm~2130mm
- 볼트 구멍 직경: 11mm-30mm
- 볼트 구멍 수: 4-48
- Thread: M10-M27
- 플랜지 두께: 12mm-58mm
- 튜브 외경: A(17.2-2032mm) B(14-2020mm)
- 플랜지 내경: A(18-2036mm) B(15-2024mm)
- 플랜지의 이론적 무게: 0.36kg-234.6kg(DN1800)
- 재질: A105, 20#, Q235, 16Mn, 304, 304L, 316, 316L, 321
- 생산 표준: HG/T20592-2009, GB/T9119-2000, SH3406-1996, JB/T81-1994, DIN 2573, DIN 2576, EN1092-1
제품명: 플레이트 플랫 용접 플랜지
작동 압력: PN0.25MPa, PN0.6MPa, PN1.0MPa, PN1.6MPa, PN2.5MPa
제품 카테고리: 풀플레인 플레이트 플랜지(FF), 레이즈드 플레이트 플랜지(RF)
제조 재료: 304 316 304L 316L 321 2025Q23516MN 등.
연결 형태: 단면 용접, 양면 너트 연결.
제품 특징: 아름다운 외관, 매끄러운 표면, 내산성 및 내알칼리성, 내식성, 강력한 질감 성능.

3. 스테인레스 스틸 플랫 용접 플랜지의 단조 방법
스테인리스 스틸 평면 용접 단조 플랜지 자유 단조, 업셋, 압출, 다이 단조, 폐쇄 다이 단조 및 폐쇄 업셋으로 나눌 수 있습니다. 폐쇄 다이 단조와 폐쇄 업셋팅은 플래시가 없기 때문에 재료 활용도가 높습니다. 한 번의 공정 또는 여러 번의 공정으로 복잡한 단조품의 마감을 완료할 수 있습니다. 플래시가 없기 때문에 단조품의 하중지지 면적이 줄어들고 필요한 하중도 감소합니다. 그러나 블랭크를 완전히 제한할 수는 없다는 점에 유의해야 합니다. 이러한 이유로 블랭크의 부피를 엄격하게 제어하고 단조 다이의 상대적 위치와 단조의 측정을 제어해야하며 단조 다이의 마모를 줄이기위한 노력을 기울여야합니다.
단조 다이의 이동 모드에 따라 단조는 스윙 롤링, 스윙 스위블 단조, 롤 단조, 크로스 웨지 롤링, 링 롤링 및 크로스 롤링으로 나눌 수 있습니다. 진자 롤링, 진자 회전 단조 및 링 롤링도 정밀 단조로 가공 할 수 있습니다. 재료의 활용률을 높이기 위해 롤 단조 및 크로스 롤링은 날씬한 재료의 전 공정 가공으로 사용할 수 있습니다. 자유 단조와 마찬가지로 회전 단조도 부분적으로 형성됩니다. 단조의 크기에 비해 단조력이 작은 경우에도 성형이 가능하다는 장점이 있습니다. 자유 단조를 포함한 이 단조 방법에서는 가공 중에 금형 표면 근처에서 자유 표면으로 재료가 팽창합니다. 따라서 정확성을 보장하기 어렵습니다. 따라서 단조 다이의 이동 방향과 스웨이징 공정은 컴퓨터로 제어할 수 있습니다. 회사의 단조력은 복잡한 모양과 높은 정밀도를 가진 제품을 얻을 수 있습니다. 예를 들어, 다양한 종류와 큰 크기의 증기 터빈 블레이드와 같은 단조품 생산.
온도가 300-400°C(강철의 청색 취성 영역)를 초과하고 700-800°C에 도달하면 변형 저항이 급격히 감소하고 변형 에너지가 크게 향상됩니다. 다른 온도 영역에서 수행되는 단조에 따라 다른 단조 품질 및 단조 공정 요구 사항에 따라 냉간 단조, 온간 단조 및 열간 단조의 세 가지 성형 온도 영역으로 나눌 수 있습니다. 원래 이 온도 영역의 구분에는 엄격한 제한이 없습니다. 일반적으로 재결정이 있는 온도 영역에서 단조하는 것을 열간 단조라고 하고 상온에서 가열하지 않고 단조하는 것을 냉간 단조라고 합니다.
저온에서 단조할 경우 단조품의 크기가 거의 변하지 않습니다. 700°C 이하의 단조에서는 산화물 스케일 형성이 거의 없으며 스테인리스 스틸 플랜지 표면에 탈탄이 없습니다. 따라서 변형 에너지가 성형 에너지 범위 내에 있는 한 냉간 단조는 우수한 치수 정확도와 표면 마감을 쉽게 얻을 수 있습니다. 온도와 윤활 냉각이 잘 제어되는 한 700°C 이하의 열간 단조도 좋은 정확도를 얻을 수 있습니다. 열간 단조 중에는 변형 에너지와 변형 저항이 작기 때문에 복잡한 형상의 대형 단조를 단조 할 수 있습니다. 치수 정확도가 높은 단조를 얻으려면 900-1000°C의 온도 범위에서 열간 단조를 사용할 수 있습니다. 또한 열간 단조의 작업 환경을 개선하는 데주의를 기울이십시오. 단조 다이 수명 (열간 단조 2-5 천, 열간 단조 10,000 ~ 20,000, 냉간 단조 20,000 ~ 50,000)은 다른 온도 범위의 단조보다 짧지 만 자유도가 높고 비용이 저렴합니다.
냉간 단조 과정에서 블랭크는 변형과 가공 경화를 거치므로 단조 다이가 높은 하중을 견뎌내야 합니다. 따라서 마모와 접착을 방지하기 위해 고강도 단조 다이와 경질 윤활 필름 처리 방법을 사용해야 합니다. 또한 블랭크의 균열을 방지하기 위해 필요한 변형성을 보장하기 위해 필요할 때 중간 어닐링을 수행합니다. 양호한 윤활 상태를 유지하기 위해 블랭크에 인산염 처리를 할 수 있습니다. 바 및 선재의 연속 가공에서 현재 섹션을 윤활 할 수 없으며 인산염 윤활 방법을 사용할 가능성을 연구하고 있습니다.
관련 참고 자료:
스테인리스 스틸 튜브 피팅
스테인리스 스틸 파이프 피팅 연결 방법
ISO 강관 튜브 및 피팅 표준 및 사양
DIN 강관 튜브 및 피팅 표준 및 사양
BS 파이프 튜브 및 피팅 표준 및 사양
JIS 파이프 튜브 피팅 표준
구조용 튜브 기계식 튜빙에 대한 ASTM 표준 사양
ASTM A403 단조 오스테나이트 계 스테인리스강 배관 피팅
정수압 테스트 압력 플랜지 피팅
ASTM 재질 사양 피팅 플랜지 주조 단조 밸브
ASTM 밸브 표준 사양
DIN 1686 - 거친 주조 일반 공차 표준
재료 비교표 DIN 1691 1693 및 DIN EN 1561
ISO 허용 오차 표
패스너의 ISO 공차
ISO 9445 냉간 압연 좁은 스트립 및 넓은 스트립 공차
ISO 9444 연속 압연 열연 스트립에 대한 허용 오차
ISO 강관 튜브 및 피팅 표준 및 사양
ISO 18286 열간 압연 스테인리스 스틸 쿼토 플레이트에 대한 공차