
Caractéristiques, paramètres techniques et méthodes de forgeage des brides plates à souder en acier inoxydable
Au début de la déformation par forgeage des brides plates soudées en acier inoxydable, la préforme poreuse étant facile à déformer, la force de déformation est faible et la densité augmente rapidement. Au stade ultérieur de la déformation par forgeage, en raison de la fermeture de la plupart des pores, la résistance à la déformation augmente et la force de déformation nécessaire pour éliminer les pores résiduels augmente rapidement. La résistance à la déformation est étroitement liée à la température de déformation. Une température de déformation plus élevée favorise le compactage et réduit la résistance à la déformation. Une vitesse de déformation plus élevée favorise également la compacité des brides plates soudées en acier inoxydable.
Le processus de forgeage des brides plates soudées en acier inoxydable a des exigences plus strictes en matière d'équipement que le forgeage traditionnel sous pression, et les caractéristiques de déplacement du poinçon doivent correspondre aux caractéristiques de déformation et de compactage de la préforme. Le temps de contact entre l'ébauche et le moule doit être aussi court que possible. La presse à forger doit avoir une bonne rigidité, et la poutre mobile et le piston doivent avoir une bonne précision de guidage pour garantir la précision du forgeage. Par conséquent, pour le forgeage des brides plates soudées en acier inoxydable, on choisit généralement des presses mécaniques, telles que des presses à vilebrequin, ou des presses à friction de plus grande précision.
Caractéristiques de la bride plate à souder en acier inoxydable
Les brides plates soudées en acier inoxydable permettent non seulement d'économiser de l'espace et du poids, mais surtout de garantir que les joints ne fuiront pas et qu'ils auront de bonnes performances d'étanchéité. La réduction de la taille de la bride compacte en acier inoxydable est due à la réduction du diamètre du joint, ce qui réduit la section de la surface d'étanchéité. Deuxièmement, le joint de la bride a été remplacé par une bague d'étanchéité afin de garantir que la surface d'étanchéité correspond à la surface d'étanchéité. Lorsque la pression requise diminue, la taille et le nombre de boulons peuvent être réduits en conséquence, de sorte que la conception finale est petite et légère (70% à 80% plus léger que le poids des brides traditionnelles). produit. Par conséquent, le type de bride plate à souder en acier inoxydable est un produit de bride de relativement haute qualité, qui réduit la qualité et l'espace et joue un rôle important dans l'utilisation industrielle.
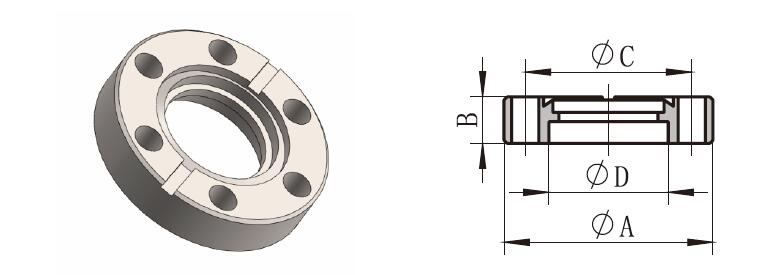
Paramètres techniques de la bride plate à souder en acier inoxydable
- Diamètre extérieur de la bride en acier inoxydable : 75mm-2190mm
- Diamètre du cercle central du trou de boulon : 50 mm - 2130 mm
- Diamètre du trou de boulon : 11mm-30mm
- Nombre de trous de boulons : 4-48
- Fil : M10-M27
- Épaisseur de la bride : 12mm-58mm
- Diamètre extérieur du tube : A(17,2-2032MM) B(14-2020MM)
- Diamètre intérieur de la bride : A (18-2036MM) B (15-2024MM)
- Poids théorique de la bride : 0,36kg-234,6kg (DN1800)
- Matériau : A105, 20#, Q235, 16Mn, 304, 304L, 316, 316L, 321
- Normes de production : HG/T20592-2009, GB/T9119-2000, SH3406-1996, JB/T81-1994, DIN 2573, DIN 2576, EN1092-1
Nom du produit : bride plate à souder
Pression de service : PN0,25MPa, PN0,6MPa, PN1,0MPa, PN1,6MPa, PN2,5MPa
Catégorie de produit : Bride à plat (FF), bride à plat surélevée (RF)
Matériaux de fabrication : 304 316 304L 316L 321 2025Q23516MN, etc.
Forme de connexion : soudure unilatérale, connexion par écrou bilatérale.
Caractéristiques du produit : bel aspect, surface lisse, résistance aux acides et aux alcalis, résistance à la corrosion et forte performance de texture.

3. la méthode de forgeage des brides plates à souder en acier inoxydable
Le forgeage de l'acier inoxydable plat soudé brides peuvent être divisés en forgeage libre, refoulement, extrusion, forgeage par matrices, forgeage par matrices fermées et refoulement par matrices fermées. Le forgeage à moule fermé et le refoulement fermé permettent une utilisation élevée des matériaux, car il n'y a pas de bavure. Il est possible d'achever la finition de pièces forgées complexes en un ou plusieurs processus. En raison de l'absence de bavure, la surface d'appui de la pièce forgée est réduite, de même que la charge requise. Il convient toutefois de noter que les ébauches ne peuvent pas être complètement limitées. Pour cette raison, le volume des ébauches doit être strictement contrôlé, la position relative des matrices de forgeage et la mesure des pièces forgées doivent être contrôlées, et des efforts doivent être faits pour réduire l'usure des matrices de forgeage.
Selon le mode de mouvement de la matrice de forgeage, le forgeage peut être divisé en laminage oscillant, forgeage oscillant, forgeage de rouleaux, laminage de coins croisés, laminage d'anneaux et laminage croisé. Le laminage pendulaire, le forgeage rotatif pendulaire et le laminage annulaire peuvent également être traités par forgeage de précision. Afin d'améliorer le taux d'utilisation des matériaux, le laminage et le laminage croisé peuvent être utilisés comme traitement préalable des matériaux minces. Le forgeage rotatif, comme le forgeage libre, est également partiellement formé. Son avantage est qu'il peut être formé même lorsque la force de forgeage est inférieure à la taille de la pièce forgée. Dans cette méthode de forgeage, y compris le forgeage libre, le matériau s'étend de la proximité de la surface de la matrice à la surface libre pendant le traitement. Il est donc difficile de garantir la précision. C'est pourquoi la direction du mouvement de la matrice de forgeage et le processus de rétreint peuvent être contrôlés par un ordinateur. La force de forgeage de l'entreprise peut obtenir des produits de forme complexe et de haute précision. Par exemple, la production de pièces forgées telles que les pales de turbines à vapeur avec un large éventail de variétés et de grandes tailles.
Lorsque la température dépasse 300-400°C (zone bleue fragile de l'acier) et atteint 700-800°C, la résistance à la déformation diminue fortement et l'énergie de déformation s'améliore considérablement. En fonction du forgeage effectué dans différentes régions de température, de la qualité du forgeage et des exigences du processus de forgeage, il peut être divisé en trois régions de température de formage : le forgeage à froid, le forgeage à chaud et le forgeage à chaud. À l'origine, il n'y a pas de limite stricte à la division de cette zone de température. D'une manière générale, le forgeage dans une zone de température avec recristallisation est appelé forgeage à chaud, et le forgeage sans chauffage à température ambiante est appelé forgeage à froid.
Lors du forgeage à basse température, la taille du forgeage change peu. Lors du forgeage à une température inférieure à 700°C, il y a peu de formation d'écailles d'oxyde et il n'y a pas de décarburation à la surface de la bride en acier inoxydable. Par conséquent, tant que l'énergie de déformation se situe dans la plage d'énergie de formage, le forgeage à froid permet d'obtenir facilement une bonne précision dimensionnelle et un bon état de surface. Tant que la température et le refroidissement par lubrification sont bien contrôlés, le forgeage à chaud à une température inférieure à 700°C permet également d'obtenir une bonne précision. Lors du forgeage à chaud, il est possible de forger de grandes pièces de forme complexe en raison de la faible énergie de déformation et de la résistance à la déformation. Pour obtenir des pièces forgées d'une grande précision dimensionnelle, le forgeage à chaud peut être utilisé à une température comprise entre 900 et 1000 °C. En outre, il convient de veiller à améliorer l'environnement de travail du forgeage à chaud. La durée de vie des matrices de forgeage (forgeage à chaud 2-5 000, forgeage à chaud 10 000 à 20 000, forgeage à froid 20 000 à 50 000) est plus courte que le forgeage dans d'autres plages de température, mais elle présente un grand degré de liberté et un faible coût.
L'ébauche subit une déformation et un écrouissage pendant le forgeage à froid, ce qui oblige la matrice de forgeage à supporter des charges élevées. Il est donc nécessaire d'utiliser une matrice de forgeage à haute résistance et une méthode de traitement par film lubrifiant dur pour éviter l'usure et l'adhérence. En outre, afin d'éviter les fissures dans l'ébauche, un recuit intermédiaire est effectué si nécessaire pour garantir la déformabilité requise. Afin de maintenir un bon état de lubrification, l'ébauche peut être phosphatée. Dans le traitement en continu des barres et des fils machine, la section ne peut pas être lubrifiée à l'heure actuelle, et la possibilité d'utiliser des méthodes de lubrification par phosphatation est à l'étude.
Références connexes :
Raccord de tube en acier inoxydable
Méthode de raccordement des raccords de tuyauterie en acier inoxydable
Normes et spécifications ISO pour les tubes et raccords en acier
DIN Steel Pipe Tube and Fittings Standard and Specification (norme et spécification pour les tubes et raccords en acier)
Norme et spécification BS pour les tuyaux, tubes et raccords
Norme JIS pour les raccords de tuyauterie
ASTM Standard Specification for Structural Tubing Tubes mécaniques
ASTM A403 Raccords de tuyauterie en acier inoxydable austénitique corroyé
Raccords à bride pour essais hydrostatiques
ASTM Material Specification Fitting Flange Cast Forging Valve
Spécification standard des vannes ASTM
DIN 1686 - Norme pour la fonte brute Tolérance générale
Tableau de comparaison des matériaux DIN 1691 1693 et DIN EN 1561
Tableau des tolérances ISO
Tolérances ISO pour les fixations
Tolérances selon ISO 9445 Feuillards étroits et larges laminés à froid
Tolérances selon ISO 9444 Feuillard laminé à chaud en continu
Normes et spécifications ISO pour les tubes et raccords en acier
Tolérances sur la plaque quarto en acier inoxydable laminée à chaud ISO 18286