
Karakteristik, parameter teknis dan metode penempaan flensa las datar stainless steel
Pada tahap awal penempaan deformasi flensa las datar stainless steel, karena bentuk awal berpori mudah berubah bentuk, gaya deformasi kecil, dan kepadatan meningkat dengan cepat. Pada tahap selanjutnya dari pembentukan tempa, karena penutupan sebagian besar pori-pori, ketahanan deformasi meningkat, dan gaya deformasi yang diperlukan untuk menghilangkan pori-pori sisa meningkat dengan cepat. Resistensi deformasi terkait erat dengan suhu deformasi. Suhu deformasi yang lebih tinggi kondusif untuk pemadatan dan mengurangi resistensi deformasi. Tingkat deformasi yang lebih tinggi juga kondusif untuk kekompakan flensa las datar baja tahan karat.
Proses penempaan flensa las datar baja tahan karat memiliki persyaratan peralatan yang lebih ketat daripada penempaan cetakan tradisional, dan karakteristik perpindahan pukulan harus sesuai dengan deformasi dan karakteristik kompak dari bentuk awal. Waktu kontak antara blanko dan cetakan harus sesingkat mungkin. Mesin tempa harus memiliki kekakuan yang baik, dan balok serta piston yang dapat digerakkan harus memiliki akurasi pemandu yang baik untuk memastikan keakuratan penempaan. Oleh karena itu, penempaan flensa las datar stainless steel umumnya memilih pengepres mekanis, seperti pengepres poros engkol, atau pengepres gesekan dengan presisi lebih tinggi.
Fitur flensa pengelasan datar stainless steel
Flensa las datar stainless steel tidak hanya menghemat ruang dan berat, tetapi yang lebih penting, memastikan bahwa sambungan tidak akan bocor dan memiliki kinerja penyegelan yang baik. Alasan mengapa ukuran flensa baja tahan karat kompak berkurang adalah karena pengurangan diameter segel, yang akan mengurangi penampang permukaan penyegelan. Kedua, paking flensa telah diganti dengan cincin penyegel untuk memastikan bahwa permukaan penyegelan cocok dengan permukaan penyegelan. Saat tekanan yang dibutuhkan berkurang, ukuran dan jumlah baut dapat dikurangi, sehingga desain akhirnya kecil dan ringan (70% hingga 80% lebih ringan dari berat flensa tradisional). produk. Oleh karena itu, jenis flensa las datar stainless steel adalah produk flensa yang relatif berkualitas tinggi, yang mengurangi kualitas dan ruang, serta berperan penting dalam penggunaan industri.
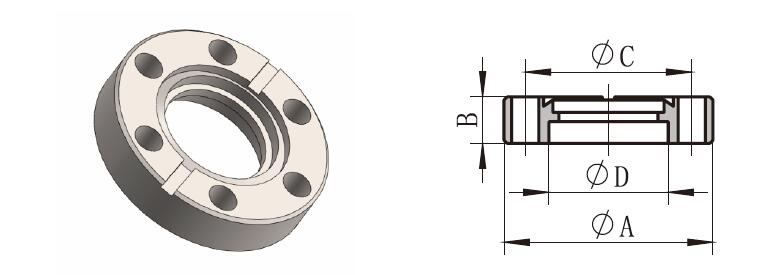
Parameter teknis flensa pengelasan datar stainless steel
- Diameter luar flensa baja tahan karat: 75mm-2190mm
- Diameter lingkaran tengah lubang baut: 50mm--2130mm
- Diameter lubang baut: 11mm-30mm
- Jumlah lubang baut: 4-48
- Benang: M10-M27
- Ketebalan flensa: 12mm-58mm
- Diameter luar tabung: A (17,2-2032MM) B (14-2020MM)
- Diameter bagian dalam flensa: A (18-2036MM) B (15-2024MM)
- Berat flensa secara teoretis: 0,36kg-234,6kg (DN1800)
- Bahan: A105, 20#, Q235, 16Mn, 304, 304L, 316, 316L, 321
- Standar produksi: HG/T20592-2009, GB/T9119-2000, SH3406-1996, JB/T81-1994, DIN 2573, DIN 2576, EN1092-1
Nama Produk: pelat flensa pengelasan datar
Tekanan kerja: PN0.25MPa, PN0.6MPa, PN1.0MPa, PN1.6MPa, PN2.5MPa
Kategori produk: Flensa pelat bidang penuh (FF), flensa pelat yang ditinggikan (RF)
Bahan manufaktur: 304 316 304L 316L 321 2025Q23516MN dan seterusnya.
Bentuk sambungan: pengelasan satu sisi, sambungan mur dua sisi.
Fitur produk: penampilan cantik, permukaan halus, tahan asam dan alkali, tahan anti-korosi, dan performa tekstur yang kuat.

3. metode penempaan flensa pengelasan datar stainless steel
Penempaan pengelasan datar baja tahan karat flensa dapat dibagi menjadi penempaan bebas, gangguan, ekstrusi, penempaan cetakan, penempaan cetakan tertutup, dan gangguan tertutup. Penempaan cetakan tertutup dan gangguan tertutup memiliki pemanfaatan material yang tinggi karena tidak ada flash. Dimungkinkan untuk menyelesaikan penyelesaian tempa yang rumit dengan satu proses atau beberapa proses. Karena tidak ada flash, area penahan gaya pada penempaan berkurang, dan beban yang dibutuhkan juga berkurang. Namun demikian, perlu dicatat, bahwa bagian yang kosong tidak dapat sepenuhnya dibatasi. Untuk alasan ini, volume blanko harus dikontrol dengan ketat, posisi relatif cetakan tempa dan pengukuran tempa harus dikontrol, dan upaya harus dilakukan untuk mengurangi keausan cetakan tempa.
Menurut mode gerakan cetakan tempa, penempaan dapat dibagi menjadi penempaan ayun, penempaan putar ayun, penempaan gulung, penempaan baji silang, penempaan cincin dan penempaan silang. Penggulungan pendulum, penempaan putar pendulum, dan penggulungan cincin juga dapat diproses dengan penempaan presisi. Untuk meningkatkan tingkat pemanfaatan bahan, penempaan gulungan dan penggulungan silang dapat digunakan sebagai pemrosesan pra-proses bahan ramping. Penempaan putar, seperti penempaan bebas, juga dibentuk sebagian. Keuntungannya adalah dapat dibentuk bahkan ketika gaya tempa lebih kecil dibandingkan dengan ukuran tempa. Dalam metode penempaan ini, termasuk penempaan bebas, material mengembang dari sekitar permukaan cetakan ke permukaan bebas selama pemrosesan. Oleh karena itu, sulit untuk memastikan keakuratannya. Oleh karena itu, arah pergerakan cetakan tempa dan proses swaging dapat dikontrol oleh komputer. Kekuatan penempaan perusahaan dapat memperoleh produk dengan bentuk yang kompleks dan presisi tinggi. Misalnya, produksi tempa seperti bilah turbin uap dengan berbagai macam variasi dan ukuran besar.
Ketika suhu melebihi 300-400 ° C (zona rapuh biru baja) dan mencapai 700-800 ° C, ketahanan deformasi akan menurun tajam dan energi deformasi akan sangat meningkat. Menurut penempaan yang dilakukan di wilayah suhu yang berbeda, sesuai dengan kualitas penempaan yang berbeda dan persyaratan proses penempaan, dapat dibagi menjadi tiga wilayah suhu pembentukan: penempaan dingin, penempaan hangat dan penempaan panas. Awalnya, tidak ada batasan yang ketat untuk pembagian zona suhu ini. Secara umum, penempaan di zona suhu dengan rekristalisasi disebut penempaan panas, dan penempaan tanpa pemanasan pada suhu kamar disebut penempaan dingin.
Saat menempa pada suhu rendah, ukuran tempa sedikit berubah. Penempaan di bawah 700 ° C, hanya ada sedikit pembentukan kerak oksida, dan tidak ada dekarburisasi pada permukaan flensa baja tahan karat. Oleh karena itu, selama energi deformasi berada dalam kisaran energi pembentukan, penempaan dingin mudah untuk mendapatkan akurasi dimensi dan permukaan akhir yang baik. Selama suhu dan pendinginan pelumasan dikontrol dengan baik, penempaan hangat di bawah 700 ° C juga dapat memperoleh akurasi yang baik. Selama penempaan panas, tempa besar dengan bentuk yang rumit dapat ditempa karena energi deformasi yang kecil dan ketahanan deformasi. Untuk mendapatkan tempa dengan akurasi dimensi yang tinggi, penempaan panas dapat digunakan pada kisaran suhu 900-1000 ° C. Selain itu, perhatikan peningkatan lingkungan kerja penempaan panas. Penempaan umur cetakan (penempaan panas 2-5 ribu, penempaan hangat 10.000 hingga 20.000, penempaan dingin 20.000 hingga 50.000) lebih pendek daripada penempaan pada kisaran suhu lainnya, tetapi memiliki tingkat kebebasan yang besar dan biaya rendah.
Blanko mengalami deformasi dan pengerasan kerja selama penempaan dingin, yang menyebabkan cetakan tempa menahan beban tinggi. Oleh karena itu, perlu menggunakan cetakan tempa berkekuatan tinggi dan metode perawatan film pelumas keras untuk mencegah keausan dan adhesi. Selain itu, untuk mencegah retakan pada blanko, anil menengah dilakukan bila perlu untuk memastikan deformabilitas yang diperlukan. Untuk mempertahankan kondisi pelumasan yang baik, blanko dapat difosfat. Dalam pemrosesan batang dan batang kawat secara terus menerus, bagian tersebut tidak dapat dilumasi saat ini, dan kemungkinan menggunakan metode pelumasan fosfat sedang dipelajari.
Referensi Terkait:
Pemasangan Tabung Baja Tahan Karat
Metode Sambungan Pemasangan Pipa Baja Tahan Karat
Standar dan Spesifikasi Tabung dan Perlengkapan Pipa Baja ISO
Standar dan Spesifikasi Tabung dan Perlengkapan Pipa Baja DIN
Standar dan Spesifikasi Tabung dan Fitting Pipa BS
Standar Pemasangan Tabung Pipa JIS
Spesifikasi Standar ASTM untuk Tabung Mekanik Tabung Struktural
Perlengkapan Pipa Baja Tahan Karat Austenitik Tempa ASTM A403
Perlengkapan Flensa Tekanan Uji Hidrostatik
Spesifikasi Bahan ASTM Fitting Flange Cast Forging Valve
Spesifikasi Standar Katup ASTM
DIN 1686 - Standar untuk Toleransi Umum Pengecoran Kasar
Tabel Perbandingan Material DIN 1691 1693 dan DIN EN 1561
Tabel Toleransi ISO
Toleransi ISO Untuk Pengencang
Toleransi terhadap ISO 9445 Strip Sempit dan Lebar yang Digulung Dingin
Toleransi terhadap ISO 9444 Strip canai panas yang digulung terus menerus
Standar dan Spesifikasi Tabung dan Perlengkapan Pipa Baja ISO
Toleransi terhadap pelat kuarto baja tahan karat canai panas ISO 18286