
Baja Tahan Karat Austenitik
Austenitik | Martensitik | Feritik | Dupleks | Super Duplex | Superaustenitik | Superferitik | Pengerasan Curah Hujan
Baja tahan karat Austenitik sangat dominan di pasar. Kelompok ini mencakup AISI yang sangat umum 304 dan AISI 316 baja, tetapi juga AISI paduan yang lebih tinggi 310S dan ASTM N08904 / 904L
Baja austenitik dicirikan oleh kandungan pembentuk austenit yang tinggi, terutama nikel. Mereka juga dipadukan dengan kromium, molibdenum dan terkadang dengan tembaga, titaniumniobium dan nitrogen. Paduan dengan nitrogen meningkatkan kekuatan luluh baja.
Baja tahan karat austenitik memiliki aplikasi yang sangat luas, misalnya dalam industri kimia dan industri pengolahan makanan. Baja bebas molibdenum juga memiliki sifat yang sangat baik suhu tinggi dan oleh karena itu digunakan dalam tungku dan penukar panas. Kekuatan benturannya yang baik pada suhu rendah sering dieksploitasi dalam peralatan seperti bejana untuk cairan kriogenik.
Austenitik baja tahan karat tidak dapat dikeraskan oleh perlakuan panas. Mereka biasanya dipasok di bagian pendinginan–anil yang berarti bahwa mereka lembut dan sangat mudah dibentuk.
Kerja dingin meningkatkan kemampuan mereka kekerasan dan kekuatan. Oleh karena itu, grade baja tertentu dipasok dalam kondisi canai dingin atau canai keras. Austenitik baja tahan karat memiliki keuletan yang tinggi, rendah kekuatan luluh dan ultimate yang relatif tinggi kekuatan tarikjika dibandingkan dengan baja karbon biasa.
Baja karbon pada pendinginan berubah dari Austenit menjadi campuran ferit dan sementit. Dengan tabung baja tahan karat austenitik, kandungan krom dan nikel yang tinggi menekan transformasi ini menjaga material tetap sepenuhnya austenit saat pendinginan (Nikel mempertahankan fase austenit saat pendinginan dan Krom memperlambat transformasi sehingga struktur austenit sepenuhnya dapat dicapai hanya dengan Nikel 8%).
Perlakuan panas dan siklus termal yang disebabkan oleh pengelasan, memiliki pengaruh yang kecil terhadap sifat mekanik. Namun kekuatan dan kekerasan dapat ditingkatkan dengan kerja dinginyang juga akan mengurangi keuletan. Solusi anil penuh (pemanasan hingga sekitar 1045 ° C diikuti dengan pendinginan atau pendinginan cepat) akan mengembalikan material ke kondisi semula, menghilangkan segregasi paduan, sensitisasi, fase sigma, dan memulihkan keuletan setelah pengerjaan dingin. Sayangnya, pendinginan yang cepat akan menimbulkan kembali tegangan sisa, yang bisa setinggi titik luluh. Distorsi juga dapat terjadi jika objek tidak ditopang dengan benar selama proses anil.
Baja austenitik tidak rentan terhadap retak hidrogen, oleh karena itu pemanasan awal jarang diperlukan, kecuali untuk mengurangi risiko tekanan penyusutan pada bagian yang tebal. Pasca pengelasan perlakuan panas jarang diperlukan karena bahan ini memiliki ketahanan yang tinggi terhadap fraktur getas; sesekali pelepasan tegangan dilakukan untuk mengurangi risiko retak korosi tegangannamun hal ini kemungkinan menyebabkan sensitivitas kecuali jika digunakan grade yang distabilkan (penghilang stres terbatas dapat dicapai dengan suhu sekitar 450°C). Bagan Perbandingan Baja Tahan Karat Austenitik / Baja Tahan Karat Super Austenitik

| Cina GB | Kode Digital Terpadu ISO | Kelas ASTM / ASME | Kode UNS | Kode EN | Kelas Komersial Perusahaan |
| 06Cr19Ni10 | S30408 | 304 | S30400 | 1.4301 | – |
| 07Cr19Ni10 | S30409 | 304H | S30409 | 1.4948 | – |
| 022Cr19Ni10 | S30403 | 304L | S30403 | 1.4307 | – |
| 022Cr19Ni10N | S30453 | 304LN | S30453 | 1.4311 | – |
| – | – | Super304 | S30432 | – | Super304H (NSSMC) |
| 06Cr18Ni11Ti | S32168 | 321 | S32100 | 1.4541 | – |
| 07Cr18Ni11Ti | S32169 | 321H | S32109 | 1.494 | – |
| 06Cr17Ni12Mo2 | S31608 | 316 | S31600 | 1.4401 | – |
| 022Cr17Ni12Mo2 | S31603 | 316L | S31603 | 1.4404 | – |
| 022Cr17Ni12Mo2N | S31653 | 316LN | S31653 | 1.4406 | – |
| 06Cr17Ni12Mo3Ti | S31668 | 316Ti | S31635 | 1.4571 | – |
| 00Cr17Ni14Mo2 | 316LMoD/316LUG | S31603 | 1.4435 | – | |
| 022Cr19Ni13Mo3 | S31703 | 317L | S31703 | 1.4438 | – |
| 022Cr19Ni16Mo5N | S31723 | 317LMN | S31725 | 1.4439 | – |
| 06Cr25Ni20 | S31008 | 310S | S31008 | 1.4845 | – |
| 00Cr19Ni11 | – | 304L | S30403 | 1.4307 | 3RE12 (Sandvik) |
| – | – | 310L | S31002 | 1.4335 | 2RE10 (Sandvik) |
| 20Cr25Ni20 | S31020 | 310H | S31009 | 1.4821 | |
| 16Cr25Ni20Si2 | S38340 | 314 | – | 1.4841 | |
| 022Cr25Ni22Mo2N | S31053 | 310MoLN | S31050 | 1.4466 | 2RE69 (Sandvik) |
| – | – | 310HCbN | S31042 | – | HR3C (NSSMC) |
| 07Cr18Ni11Nb | S34749 | 347H | S34709 | 1.4942 | – |
| – | – | 347HFG | S34710 | – | – |
| 015Cr21Ni26M5Cu2 | S31782 | 904L | N08904 | 1.4539 | 2RK65 (Sandvik) |
| 015Cr20Ni18Mo6CuN | S31252 | S31254 | S31254 | 1.4547 | 254SMO (Sandvik) |
| 00Cr20Ni24Mo6N | – | N08367 | N08367 | – | AL6XN, AL6XN plus (ATI) |
| 00Cr21Ni25Mo6CuN | – | N08926 | N08926 | 1.4529 | – |
| 015Cr24Ni22Mo8Mn3CuN | S32652 | S32654 | S32654 | 1.4652 | 654SMO (Outokumpu) |
| 00Cr22Ni27Mo7CuN | – | S31277 | S31277 | – | – |
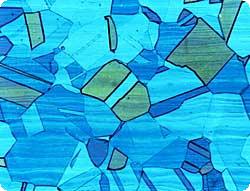 |
| Gambar menunjukkan struktur mikro baja tahan karat austenitik. |
Uji Metalografi - Pengujian Metalografi
Laporan Uji Metalografi
Baja Austenitik memiliki struktur atom F.C.C yang menyediakan lebih banyak bidang untuk aliran dislokasi, dikombinasikan dengan rendahnya tingkat elemen interstisial (elemen yang mengunci rantai dislokasi), memberikan keuletan yang baik pada material ini. Hal ini juga menjelaskan mengapa material ini tidak memiliki titik leleh yang jelas, sehingga tegangan lelehnya selalu dinyatakan sebagai tegangan bukti. Baja Austenitik memiliki ketangguhan yang sangat baik hingga mencapai titik absolut yang sebenarnya (-273°C), tanpa transisi ulet ke getas yang curam.
Material ini memiliki ketahanan korosi yang baik, tetapi korosi yang cukup parah dapat terjadi di lingkungan tertentu. Pilihan yang tepat untuk bahan habis pakai las dan teknik pengelasan dapat menjadi sangat penting karena logam las dapat menimbulkan korosi lebih banyak daripada bahan induknya.
Mungkin penyebab terbesar kegagalan pada instalasi tekanan yang terbuat dari baja tahan karat adalah retak korosi tegangan (S.C.C). Jenis korosi ini membentuk retakan yang dalam pada material dan disebabkan oleh adanya klorida dalam fluida proses atau air / uap pemanas (Pengolahan air yang baik sangat penting), pada suhu di atas 50 ° C, ketika material mengalami tegangan tarik (tegangan ini termasuk tegangan sisa, yang dapat mencapai titik luluh). Peningkatan Nikel dan Molibdenum yang signifikan akan mengurangi risiko.
Baja tahan karat memiliki lapisan oksida yang sangat tipis dan stabil yang kaya akan krom. Lapisan ini berubah dengan cepat melalui reaksi dengan atmosfer jika rusak. Jika tabung baja tahan karat tidak cukup terlindung dari atmosfer selama pengelasan atau mengalami operasi penggerindaan yang sangat berat, lapisan oksida yang sangat tebal akan terbentuk. Lapisan oksida yang tebal ini, yang dibedakan dari warna birunya, akan memiliki lapisan yang terkuras krom di bawahnya, yang akan merusak ketahanan korosi. Lapisan oksida dan lapisan yang terkikis harus dihilangkan, baik secara mekanis (disarankan untuk menggiling dengan pasir halus, penyikatan dengan kawat dan peledakan dengan tembakan akan memiliki efek yang lebih kecil), atau secara kimiawi (acar asam dengan campuran asam nitrat dan asam fluorida). Setelah dibersihkan, permukaan dapat dipasivasi secara kimiawi untuk meningkatkan ketahanan terhadap korosi, (pasivasi mengurangi reaksi anodik yang terlibat dalam proses korosi).
Perkakas baja karbon, juga penyangga atau bahkan percikan api dari gerinda baja karbon, dapat menanamkan fragmen ke permukaan pipa baja tahan karat. Fragmen-fragmen ini kemudian dapat berkarat jika dibasahi. Oleh karena itu, disarankan agar fabrikasi baja tahan karat dilakukan di area khusus yang terpisah dan perkakas baja tahan karat khusus digunakan jika memungkinkan.
Jika ada bagian dari baja tahan karat yang dipanaskan pada kisaran 500 derajat hingga 800 derajat untuk waktu yang cukup lama, ada risiko bahwa krom akan membentuk karbida krom (senyawa yang terbentuk dengan karbon) dengan karbon yang ada dalam baja. Hal ini mengurangi krom yang tersedia untuk menyediakan lapisan pasif dan menyebabkan korosi preferensial, yang bisa sangat parah. Hal ini sering disebut sebagai sensitisasi. Oleh karena itu, disarankan ketika mengelas baja tahan karat untuk menggunakan input panas rendah dan membatasi suhu interpass maksimum hingga sekitar 175 °, meskipun sensitisasi kelas karbon rendah modern tidak mungkin terjadi kecuali dipanaskan dalam waktu lama. Sejumlah kecil titanium (321) atau niobium (347) yang ditambahkan untuk menstabilkan bahan akan menghambat pembentukan karbida krom.
Untuk menahan oksidasi dan merayap kadar karbon tinggi seperti 304H atau 316H sering digunakan. Ketahanan mulurnya yang lebih baik berkaitan dengan keberadaan karbida dan ukuran butir yang sedikit lebih kasar yang terkait dengan suhu anil yang lebih tinggi. Karena kandungan karbon yang lebih tinggi pasti menyebabkan sensitisasi, mungkin ada risiko korosi selama penghentian pabrik, karena alasan ini, grade yang distabilkan mungkin lebih disukai seperti 347H.
Kekuatan pemadatan baja tahan karat austenitik dapat sangat terganggu oleh penambahan kecil pengotor seperti sulfur dan fosfor, hal ini ditambah dengan koefisien muai bahan yang tinggi dapat menyebabkan masalah retak pemadatan yang serius. Sebagian besar 304 dirancang untuk mengeras pada awalnya sebagai delta ferrite, yang memiliki kelarutan tinggi terhadap sulfur, berubah menjadi austenit setelah pendinginan lebih lanjut. Hal ini menciptakan material austenitik yang mengandung bercak-bercak kecil sisa delta ferit, oleh karena itu bukan austenitik yang sebenarnya dalam arti yang sebenarnya. Logam pengisi sering kali mengandung tambahan delta ferit lebih lanjut untuk memastikan pengelasan bebas retak.
Delta ferit dapat berubah menjadi fase yang sangat rapuh yang disebut sigma, jika dipanaskan di atas 550 ° C untuk waktu yang sangat lama (Dapat memakan waktu beberapa ribu jam, tergantung pada tingkat krom). Baja tahan karat dupleks dapat membentuk fase sigma setelah hanya beberapa menit pada suhu ini)
Koefisien muai yang sangat tinggi yang terkait dengan bahan ini berarti distorsi pengelasan bisa sangat ganas. Saya pernah melihat flensa cincin tebal pada bejana tekan terpuntir setelah pengelasan sedemikian rupa sehingga segel fluida tidak mungkin dilakukan. Tekanan termal adalah masalah utama lain yang terkait dengan baja tahan karatKegagalan prematur dapat terjadi pada pressure plant yang dipanaskan oleh jaket atau kumparan yang terpasang pada cold veesel. Material ini memiliki konduktivitas termal yang buruk, oleh karena itu diperlukan arus pengelasan yang lebih rendah (biasanya 25% lebih rendah dari baja karbon) dan persiapan sambungan yang lebih sempit dapat ditoleransi. Semua proses pengelasan yang umum dapat digunakan dengan sukses, namun tingkat deposisi yang tinggi yang terkait dengan SAW dapat menyebabkan retak pemadatan dan kemungkinan sensitisasi, kecuali jika tindakan pencegahan yang memadai dilakukan.
Untuk memastikan ketahanan korosi yang baik pada akar las, akar las harus dilindungi dari atmosfer oleh pelindung gas inert selama pengelasan dan pendinginan selanjutnya. Pelindung gas harus diikatkan di sekitar akar las dengan bendungan yang sesuai, yang harus memungkinkan aliran gas terus menerus melalui area tersebut. Pengelasan tidak boleh dimulai sampai waktu yang cukup telah berlalu untuk memungkinkan volume gas pembersih yang mengalir melalui bendungan sama dengan setidaknya 6 kali volume yang terkandung di dalam bendungan (EN1011 Bagian 3 Merekomendasikan 10). Setelah pembersihan selesai, laju aliran pembersihan harus dikurangi sehingga hanya menghasilkan tekanan positif yang kecil, cukup untuk mengeluarkan udara. Jika ketahanan korosi yang baik dari akar diperlukan, tingkat oksigen dalam bendungan tidak boleh melebihi 0,1% (1000 ppm); untuk ketahanan korosi yang ekstrim, ini harus dikurangi menjadi 0,015% (150 ppm). Gas pendukung biasanya argon atau helium; Nitrogen sering digunakan sebagai alternatif ekonomis di mana ketahanan korosi tidak terlalu penting, Nitrogrn + 10% Helium lebih baik. Berbagai macam pasta dan bahan pendukung tersedia yang dapat digunakan untuk melindungi akar dan bukan pelindung gas. Dalam beberapa aplikasi di mana korosi dan kokas oksida pada akar las tidak penting, seperti saluran baja tahan karat yang besar, tidak ada pelindung gas yang digunakan.
Kandungan karbon:
304L kelas Karbon Rendah, biasanya 0,03% Max
304 kelas Karbon Sedang, biasanya 0,08% Max
304H kelas Karbon Tinggi, biasanya hingga 0,1%
Semakin tinggi kandungan karbon, semakin besar kekuatan luluhnya. (Oleh karena itu, keuntungan kekuatan dalam menggunakan grade yang distabilkan)
Konten Paduan Khas
| 304 316 316Ti 320 321 347 308 309 | (18-20Cr, 8-12Ni) (16-18Cr, 10-14Ni + 2-3Mo) (316 dengan Penambahan Titanium) (Sama seperti 316Ti) (17-19Cr, 9-12Ni + Titanium) (17-19Cr, 9-13Ni + Niobium) (19-22Cr, 9-11Ni) (22-24Cr, 12-15Ni) | 304 + Molibdenum 304 + Moly + Titanium – 304 + Titanium 304 + Niobium 304 + Ekstra 2%Cr 304 + Ekstra 4%Cr + 4% Ni |
Semua grade baja tahan karat di atas adalah variasi dasar dari 304. Semuanya mudah dilas dan semuanya memiliki bahan habis pakai yang cocok, kecuali untuk 304 yang dilas dengan 308 atau 316, 321 dilas dengan 347 (Titanium tidak mudah ditransfer melintasi busur) dan 316Ti biasanya dilas dengan 318.
Molibdenum memiliki efek yang sama pada struktur mikro seperti halnya krom, kecuali memberikan ketahanan yang lebih baik terhadap korosi sumuran. Oleh karena itu, 316 membutuhkan lebih sedikit krom daripada 304.
| 310 | (24-26Cr, 19-22Ni) | Austenitik sejati. Material ini tidak berubah menjadi ferit pada saat pendinginan dan oleh karena itu tidak mengandung delta ferit. Material ini tidak akan mengalami penggetasan fasa sigma tetapi sulit untuk dilas. |
| 904L | (20Cr, 25Ni, 4,5Mo) | Super Austenitik Atau paduan Nikel. Unggul korosi ketahanan asalkan dilas dengan hati-hati dengan masukan panas rendah (disarankan kurang dari 1 kJ/mm) dan kecepatan gerak cepat tanpa penenunan. Setiap proses pengelasan tidak boleh dimulai sampai suhu logam turun di bawah 100°C. Distribusi paduan yang seragam tidak mungkin tercapai di seluruh pengelasan (segregasi), oleh karena itu bahan ini harus dilas dengan bahan habis pakai yang dapat dikonsumsi seperti 625 atau larutan yang dianil setelah pengelasan, jika maksimum ketahanan korosi diperlukan. |
Referensi Terkait:
Baja Tahan Karat Austenitik
Baja Tahan Karat Superaustenitik
Jenis Kelas Baja Tahan Karat Austenitik
Baja tahan karat austenitik untuk bahan pengikat kayu
Sifat Magnetik Baja Tahan Karat Austenitik
Tabel Perbandingan Nilai Baja Tahan Karat Austenitik
Pengerasan Permukaan Baja Tahan Karat Austenitik dengan Nitrogen
Pengaruh Komposisi Baja Austenitik dan Perlakuan Panas
Membandingkan kekuatan dan kerentanan Baja Austenitik dan Duplex
Perlakuan Panas Penghilang Stres untuk Baja Tahan Karat Austenitik
Mekanisme Pengukuran Pengerasan Kerja Baja Austenitik
Efek Komposisi Permeabilitas Magnetik Baja Austenitik
Pengaruh Pekerjaan Dingin dan Perlakuan Panas pada Baja Tahan Karat Austenitik